Методы устранения
Сварка в пластическом состоянии обеспечивает высокое качество, так как в этом случае по месту сварки не возникает дефектов, связанных с переходом металла из твердой фазы в жидкую и обратно: усадочных, раковин, газовых пор, рыхлости и трещин.
При газопрессовой сварке все параметры (величина осадки, усилие прессования, амплитуда колебания горелки, давление горючего газа и кислорода) легко управляемы и постоянно контролируются; длина свариваемой детали может быть легко выдержана, так как ее осадка может быть точно отрегулирована ввиду того, что производится безударно, на строго заданную величину. Положительным при газопрессовой сварке является и то, что процесс ведется под защитой газового пламени регулируемого состава.
Газопрессовая стыковая сварка в пластическом состоянии металла является наиболее приемлемой для сварки валов и других деталей гидропередачи, изготовленных из легированных сталей, так как дает соединение высокого качества, не требует сложного дорогостоящего оборудования и материалов.
Метод газопрессовой сварки в пластическом состоянии металла заключается в соединении свариваемых частей, нагретых в месте их стыкования до 1150–1200°С (для стали) и подвергаемых постоянному сдавливанию.
Подготовленные к сварке два стержня зажимают в захватах станка, центрируют и усилием Р, передаваемым подвижным захватом, сжимают друг с другом. После этого место стыка нагревают пламенем газокислородной многопламенной горелки, в патрубки которой К и А подают кислород и горючий газ. Для равномерного нагрева свариваемых частей и предотвращения оплавления поверхности металла горелку приводят в колебательное движение. Чтобы не допускать перегрева горелки, через патрубки В подводят и отводят охлаждающую воду.
При нагреве металла до пластического состояния концы свариваемых частей под действием сил Р осаживаются, в месте сварного стыка появляется утолщение. Процесс продолжается до тех пор, пока осадка под действием силы Р не достигнет заданной величины.
В гидравлических передачах тепловозов наиболее металлоемкими деталями, изготовляемыми из легированных сталей, являются валы. Вместе с тем они, имея круглое сечение, являются наиболее технологичными для восстановления или изготовления вновь с помощью газопрессовой сварки.
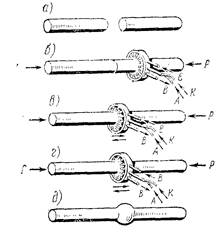
Схема газопрессовой сварки
Для экономии дорогостоящих легированных сталей большое значение может иметь применение газопрессовой сварки не только для восстановления изношенных деталей, но и для изготовления новых деталей из разнородных сталей. Например, шлицевые валы гидропередачи изготовляют из сталей 38ХС и 45ХН для того, чтобы обеспечить более высокую долговечность быстро изнашиваемой шлицевой части вала. В то же время остальная часть вала, как правило, работает в менее напряженных условиях и может быть выполнена из простой углеродистой стали.
Для обеспечения высококачественного соединения свариваемых частей при газопрессовой сварке необходимо строгое соблюдение режима сварки, который характеризуется мощностью пламени и амплитудой колебания горелки, усилием прессования, величиной осадки. Температура при газопрессовой сварке является одним из важнейших факторов, влияющих на механические свойства металла и его пластичность. В зависимости от температуры нагрева свариваемого металла идут процессы диффузии, аллотропические превращения, изменения величин зерна, окислительно-восстановительные и другие процессы и явления, влияющие на качество сварки. Температура нагрева зависит от мощности пламени горелки, которая подбирается таким образом, чтобы процесс сварки шел быстро, но без перегрева поверхностных слоев металла, с обеспечением равномерного нагрева металла по всему сечению свариваемого изделия.
Информация по теме:
Общехозяйственные расходы автотранспортных предприятий
При выполнении работы накладные расходы определяются исходя из суммы этих расходов на один списочный автомобиль, списочного количества автомобилей и коэффициента удорожания затрат. На 1 автомобиль – 57 300 руб. Расчет себестоимости перевозок Калькуляция себестоимости перевозок производится на основ ...
Расчёт вложений по годам эксплуатации
На этапе эксплуатации определяются сопутствующие капитальные вложения пользователя разработанного проекта, которые включают: 1) расходы на доставку к месту эксплуатации, установку, наладку разработанного привода; 2) стоимость необходимых дополнительных элементов основных фондов, связанных с использ ...
Выбор типа конечных элементов
Задание типа конечных элементов (EG) производится перед генерированием сетки конечных элементов для конкретного геометрического примитива, который конвертируется в конечноэлементную модель. При этом соответствующий номер EG должен быть активизирован (Control ® Activate ® Set Entity). Задание типа к ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы