Методы устранения
При применении сварочных преобразователей тока необходимость в дополнительной индуктивности отпадает, так как сам источник питания имеет достаточную индуктивность.
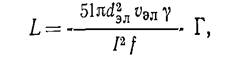
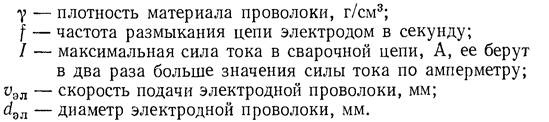
Скорость подачи проволоки зависит от мощности источника питания и диаметра электродной проволоки.
![]()
С увеличением скорости подачи проволоки растет производительность наплавки, но одновременно повышаются потери электродного металла, ухудшается чистота слоя. Поэтому с уменьшением толщины наплавляемого слоя скорость подачи уменьшают.
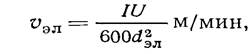
Линейная скорость (скорость вращения) наплавляемой детали связана со скоростью подачи электрода.
По линейной скорости и диаметру детали можно определить частоту вращения детали.
![]()
Амплитуду колебаний электрода выбирают равной (0,7 – М, 0) daa.
Меньшим значениям напряжения на дуге соответствует меньшее значение амплитуды колебания проволоки. Вылет электрода устанавливается 10–12 мм. Для высокоуглеродистой проволоки вылет электрода должен быть больше, чем для низкоуглеродистой.
Допустимые пределы изменений отношений скоростей ![]() для различных диаметров электродной проволоки
для различных диаметров электродной проволоки
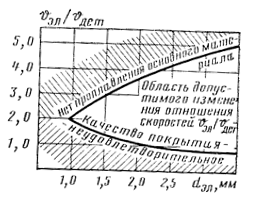
Шаг наплавки определяется шириной наплавленного валика и принимается равным 1,6 – 2,2 dan мм/об. С увеличением шага улучшается сплавление наплавленного металла с основным, уменьшается тепловое воздействие на деталь, повышается твердость наплавленного слоя. Однако при чрезмерно большом шаге появляются впадины между валиками и, как следствие ухудшается чистота слоя. С уменьшением шага наплавки валики плотно наслаиваются один на другой, а сплавление с основным металлом ухудшается, снижается твердость слоя, увеличивается нагрев детали.
В зависимости от конструкции вибродуговых головок применяется боковой или верхний подвод проволоки к детали, но в обоих случаях направление вибрации электрода должно быть перпендикулярным к касательной в точке подхода электрода к детали.
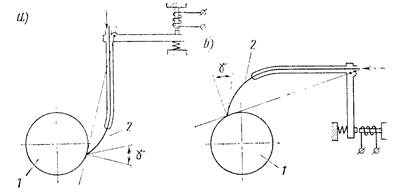
Схема подвода проволоки к детали
![]()
Благоприятно влияет на перенос металла, чистоту наплавляемого слоя уменьшение угла 7 (между осью проволоки и направлением вибрации). При вибродуговой наплавке под слоем флюса целесообразно сместить электрод от зенита детали на 2–7 мм в сторону, противоположную направлению вращения детали.
Марку проволоки выбирают в зависимости от требуемых свойств наплавленного слоя. Для получения поверхности с твердостью НВ 180–300 используют сварочную проволоку СВ-08. Более высокая твердость и износостойкость наплавленного слоя достигается применением высокоуглеродистой и легированной проволоки марок ПК, НП-40, НП-60, НП-80, ЗОХГСА, 12Х, 65Г и др. Однако следует иметь в виду, что при наплавке легированной и высокоуглеродистой проволокой увеличивается склонность к образованию трещин при закалке.
Для восстановления ответственных деталей вибродуговой наплавкой под слоем флюса или в среде углекислого газа применяют порошковую проволоку марок ПП-ЗХ2В8, ПП-Х12ВФ, ПП-4Х2В8Т, ПП-АН-1, ПП-АН-3 и др.
Информация по теме:
Электрические схемы переездной автоматики
При курсовом проектировании необходимо разработать схемы ограждающих устройств и увязать ее с устройствами автоблокировки и автоматической локомотивной сигнализации. Типовые решения составлены для всех возможных случаев расположений переездов. Необходимо правильно выбрать тип принципиальных схем, к ...
Составление ведомости оборота электровозов по станции СПСМ
В ведомости оборота производится увязка времени прибытия и отправления с поездами электровозов по пункту их оборота. При этом период между прибытием электровоза и его отправлением должен быть не меньше необходимой нормы времени ТНА для производства всех технических операций по обслуживанию электров ...
Построение геометрической модели
На рисунке 2.1 приведен вид геометрической модели, для данного варианта задания при построении которой в пакете используются общие примитивы, которые представляют собой точку (PT), линию (CR) и поверхность (SF), с которыми связаны и типы конечных элементов, использующиеся при дальнейшем построении ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы