Методы устранения
Величина износа деталей цилиндрической формы по условиям восстановления может быть разбита на три группы: 1) до 0,1 мм, 2) до 0,3 мм и 3) свыше 0,3 мм. Детали первой группы могут быть восстановлены электроискровым наращиванием и хромированием. Детали с износом до 0,3 мм восстанавливают осталиванием, хромированием и наплавкой, а при износе более 0,3 мм – заменой изношенной части, газопрессовой сваркой, осталиванием и наплавкой. Некоторые способы восстановления дают возможность не только использовать изношенную деталь, но и сделать ее более износостойкой.
Первоначальные формы и размеры деталей разнообразных конфигураций, имеющих износ, механические или термические повреждения, можно восстанавливать слесарно-механической обработкой, механической обработкой, сваркой или наплавкой, электролитическим наращиванием, наращиванием полимерными пленками, металлизацией и электроискровой обработкой, а также с помощью эпоксидных смол.
При восстановлении деталей сваркой может потребоваться обработка их на станке как подготовительная операция. После сварки, как правило, требуются обработка деталей на металлорежущих станках и термическая или химико-термическая обработка.
При восстановлении деталей могут применяться различные виды сварки – электродуговая, газовая, контактная. Сварка может быть ручной, полуавтоматической, автоматической и выполняться в различных защитных средах (под флюсом, в жидкости, в среде защитного газа).
Наиболее прогрессивным методом электродуговой сварки, применяемым при ремонте деталей, является метод вибродуговой наплавки деталей. Из различных видов контактной сварки при ремонте деталей гидропередач применяют газопрессовую сварку, позволяющую надежно сваривать углеродистые, легированные и разнородные стали.
При ремонте алюминиевых деталей используется сварка и наплавка в среде аргона (сварка в среде защитного газа). Из гальванических методов наращивания наиболее новым методом является гальваническое осталивание.
Наиболее характерными методами восстановления деталей гидравлических передач являются вибродуговая наплавка, газопрессовая сварка, сварка алюминиевых деталей, хромирование и осталивание.
Вибродуговая наплавка. Метод вибродуговой наплавки сравнительно прост, не требует сложного оборудования, дефицитных материалов, позволяет наплавлять слой металла толщиной 0,5 – 4,0 мм на изделиях диаметром 8 мм и выше, что очень важно при ремонте мелких деталей, имеющих незначительный износ. Наиболее эффективно применение вибродуговой наплавки для деталей с износом 0,3 – 2,5 мм на сторону. При этом вследствие небольших тепловых воздействий дуги и больших скоростей охлаждения деталь не испытывает деформации, а твердость может быть доведена до HRC 50–58 без последующей термической обработки. Опыт работы многих ремонтных заводов показал, что износостойкость восстановленных деталей не меньше износостойкости новых.
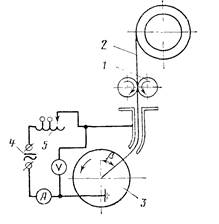
Принципиальная схема установки дуговой наплавки
![]()
За счет автоматизации процесса, снижения толщины наплавленного слоя, выборочной наплавки (наплавляются только те участки, где имеется износ) трудоемкость вибродуговой наплавки в 2,5-3 раза ниже, чем ручной дуговой.
Сущность процесса вибродуговой наплавки заключается в том, что в результате возникновения периодически повторяющихся электрических разрядов выделяется тепло, нагревающее основной и электродный металл до расплавления. Происходит перенос металла электрода на деталь и последующая кристаллизация расплавленного основного и электродного металла.
Информация по теме:
Оценка точности места
Навигационная безопасность мореплавания обеспечивается счислением пути судна и периодическими обсервациями только с учётом их точности, которая традиционно оценивается среднеквадратической погрешностью СКП (М), вероятность которой составляет Р = 63%. Однако "Стандартами точности судовождения&q ...
Охрана труда
Для контроля за соблюдением надлежащих условий и режимов труда и проведение мероприятий по повышению безопасности производственной среды требуется охрана труда. Охрана труда – это система законодательных актов, социально – экономических, организационных, технических, гигиенических, лечебно – профил ...
Состояние условий труда
при стендовых испытаниях
При испытании на стенде в ряде случаев возникают условия, неблагоприятные для исполнителей работ. Опасности, имеющие место на рабочем месте, при испытании подразделяются на импульсные и аккумулятивные [1]. Источниками импульсных опасностей являются подвижные массы, потоки газов и жидкостей, неправи ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы