Методы устранения
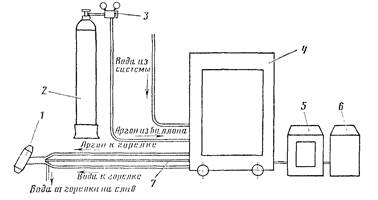
Схема установки удар

Головки представляют собой металлический корпус, в котором укрепляется цанга для зажима вольфрамового электрода. Цанги делаются съемными для установки электродов различного диаметра (от 2,1 до 6,1 мм). На корпус надевают керамическое кристаллокорундовое сопло. Сопла также съемные с различным внутренним диаметром для прохода вольфрамового электрода и аргона. К корпусу прикреплена полая рукоятка, изолированная от токоведущих частей и от корпуса. Внутри рукоятки проходят резиновые шланги для подвода и отвода охлаждающей воды, а также токопровод.
Подготовка к сварке деталей и сварочной проволоки сводится к удалению с их поверхности окисной пленки, влаги, загрязнений.
Присадочная проволока разматывается из бухты и разрезается на стержни необходимой длины. После этого очищается от консервационной смазки в горячей воде (температура 80–90° С), затем производится ее химическая обработка по следующей технологии:
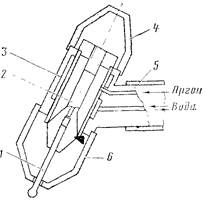
Схема горелки
а) травление в 5-процентном растворе каустической соды NaOH при 60°С в течение 2 мин:
б) промывка в холодной воде в течение 20 мин;
в) осветление в 15-процентном растворе азотной кислоты при 60-65°С в течение 2 мин;
г) промывка в теплой воде, затем в холодной проточной воде;
д) сушка при температуре не ниже 60°С до полного удаления влаги.
Очищенную проволоку можно брать только в чистых рукавицах, чтобы не загрязнить и не нанести на поверхность проволоки жировых пятен.
Химически обработанная и высушенная сварочная проволока не всегда может быть сразу же использована для наплавки и сварки. Со временем она покрывается все более толстым слоем окисной пленки, что недопустимо, поэтому хранить ее необходимо в специальном плотно закрывающемся шкафу или ящике. Срок хранения обработанной проволоки диаметром 4-5 мм обычно устанавливается до трех суток.
Поверхность алюминиевых деталей под наплавку желательно обрабатывать химическим путем подобно обработке сварочной проволоки. Если же это не выполнимо, то можно применить и механический способ. Поверхность деталей при этом предварительно протирают ацетоном или уайт-спиритом до полного удаления жировых остатков, а затем очищают в зависимости от габаритов и конфигурации деталей обработкой на станке или вручную с помощью металлических щеток и шаберов.
Технология разделка трещин при сварке деталей из алюминиевых сплавов аналогична технологии при разделке трещин в стальных деталях. Форма разделки должна быть со скругленными кромками. Предпочтение следует отдавать двусторонней разделке трещин. Трещины в стенках деталей толщиной до 6 мм заваривают без разделки.
Приступая к наплавке или сварке, необходимо прежде всего установить режим сварочного тока и подготовить сварочную головку. При наплавке толстостенных деталей сварочный ток устанавливают 250 – 300 А, тонкостенных 130 – 180 А и менее. В процессе наплавки ток корректируется.
Диаметр вольфрамового электрода выбирают в зависимости от применяемой силы сварочного тока. При силе тока 50 – 150 А применяют электрод диаметром 2–3 мм; при 150 – 210 А – 4 мм и при 210 – 300 А – 5–6 мм. Вольфрамовый электрод зажимают в цанге головки таким образом, чтобы вылет его от кромки сопла составлял 3–6 мм в зависимости от диаметра электрода.
Информация по теме:
Выбор автоматики на переезде
В курсовом проекте необходимо обеспечить безопасность движения на заданном переезде, предусмотрев ограждающие устройства. Широкое распространение получили устройства автоматического ограждения переездов, к которым относятся автоматическая светофорная сигнализация с автошлагбаумами или без них. Прим ...
Определение эксплутационного парка грузовых локомотивов
Эксплутационный парк грузовых локомотивов определяем по формуле: Мэк. гр. = Nгр.* К; где, Nгр. - количество пар грузовых поездов; К - коэффициент потребности локомотивов на пару поездов на участке Б-А-В. Коэффициент потребности определяем по формуле: К = ∑ Тоб. / 24; где, ∑ Тоб. - бюдже ...
Основные сведения об аппаратуре рельсовых цепей
Трансформаторы (рис.1.5) используются в устройствах рельсовых цепей на метрополитене в качестве питающих элементов (ПОБС-2А, ПОБС-3А, ПОБС-5А, СОБС-3А) и в качестве согласующих элементов (ПОБС-2А, РТЭ-1А), а также для регулировки сигнального тока (ПТЦ, СОБС-3Б, УТ3). Рис.1.5 Схемы обмоток трансформ ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы