Методы устранения
При наплавке ось головки должна быть наклонена в сторону, противоположную направлению наплавки на угол 15-20°. Угол между осью вольфрамового электрода и присадочным прутком должен составлять примерно 90°.
Наплавку производят таким образом, чтобы каждый предыдущий валик находился в зоне действия защитного газа.
При заварке глубоких трещин возникает необходимость многослойного наложения швов. В этом случае для предотвращения возникновения несплошностей в сварочном шве следует каждый предыдущий валик тщательно очищать металлической щеткой от окисной пленки и шлаковых отложений.
При восстановлении алюминиевых деталей наплавкой валики наплавляемого слоя нужно располагать таким образом, чтобы уменьшить деформацию восстанавливаемой детали.
Контроль качества сварки осуществляется внешним осмотром, лабораторными испытаниями образцов, гидравлическим испытанием.
Хромирование. Хромирование занимает преимущественное место из числа известных методов восстановления деталей, так как дает возможность одновременно с восстановлением размеров повысить надежность работы и срок службы деталей.
Хромирование производится в ванне, имеющей двойные стенки, промежуток между которыми заполнен паро-водяной смесью для поддерживания требуемой температуры электролита. Для удаления газов и паров предусмотрена бортовая вентиляция. Внутренние стенки ванны футеруются свинцом или винипластом. Ввиду низкой теплопроводности винипласта обогрев и охлаждение электролита осуществляются с помощью змеевика из свинцовых или титановых труб.
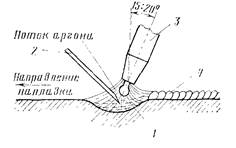
Схема дуговой наплавки в среде аргона
![]()
Информация по теме:
Описание технологического процесса в окрасочном участке
Малярные работы являются завершающими при ремонте кузовов автомобилей, поэтому в малярный участок автомобили поступают из кузовного участка, в отдельных случаях из зоны хранения. Эта группа участков работает параллельно зоне ТР автомобилей. В малярном участке принимается 2 поста, один из которых пр ...
Блок схемы программного обеспечения стробоскопа
Блок – схема «основной цикл» Нет Да =3 =1 =2 Рисунок 6.1 – Основной цикл Блок – схема «инициализация ЖКИ» Рисунок 6.2 – Инициализация ЖКИ Блок – схема «вывод информационной строки» Нет Да Рисунок 6.3 – Вывод информационной строки Блок – схема «подпрограмма – установка курсора на начало строки» Рису ...
Взаимодействие колёс подвижного состава и рельсового пути
Колеса являются одним из основных и наиболее нагруженных элементов ходовой части железнодорожного подвижного состава, непосредственно взаимодействуя с путем. При проектировании колесных пар следует учитывать ряд конструктивных ограничений, связанных с особенностями их эксплуатации. Колесные пары до ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы