Средства механизации, применяемые при ремонте корпуса автосцепки
Для обработки поверхностей контура зацепления на боковой стенке стола 8 строгального станка закрепляют поддерживающий кронштейн, а на столе — поворотно-установочное устройство так, чтобы направляющие штифты кронштейна вошли в установочные втулки 4. Ребра большого зуба корпуса должны располагаться между скобами 7, а хвостовик должен опираться на кронштейн. Корпус крепят зажимами, болтами 6 и поддерживающим болтом 5. Затем корпус устанавливают перпендикулярно линии движения резца и обрабатывают вертикальную площадку поверхности, а потом, поворачивая корпус с помощью винта 13 на необходимый угол по шкале, обрабатывают наклонные участки поверхности, создавая ломаный профиль, предусмотренный чертежом. Перед обработкой каждого участка поверхности подвижную опору закрепляют стопорными гайками 75.
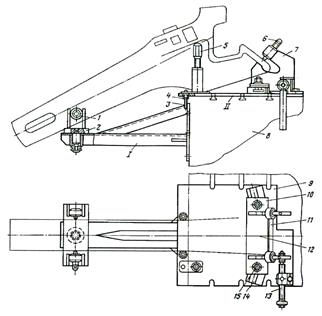
Рисунок 2.3 - Приспособление к строгальному (фрезерному) станку для обработки поверхностей контура зацепления контура.
Данное приспособление применяют также для обработки поверхностей контура зацепления на горизонтально-фрезерном станке, но для этого его части и соединяют посредством приварки косынок и угольников.
Информация по теме:
Технико–эксплуатационные
характеристики флота
Таблица 5- Самоходный флот Показатели Единица измерения Схема №1 Тикси-Якутск Схема №2 Усть-Кут-Якутск Номер проекта Номер проекта 428 СК-2000 Р-33 Тип судна Буксир-толкач Составной т/х площ. Буксир-толкач Грузоподъёмность тонн 900 Мощность л.с. 2000,00 1100,00 600,00 Класс регистра "О" & ...
Анализ грузооборота
Этот показатель характеризует объем эксплуатационной работы дороги и рассматривается как сложная функциональная зависимость от ряда технико-экономических факторов. Σpin – ΣnSгр* Ргр ; U = Uпр.гр. + Uп ; Рcm = 100/ Σγi * Pcm ; ΣnSгр = U * Lгр ; Un = ΣPn*Pcm ; Целью анал ...
Проверка работоспособности вакуумного усилителя ваз 2110
Нажмите 5–6 раз на педаль тормоза при неработающем двигателе, чтобы создать в полостях А и В одинаковое давление, близкое к атмосферному. Одновременно по усилию, прикладываемому к педали, убедитесь в отсутствии заедания корпуса клапана. Удерживая педаль тормоза в нажатом положении, запустите двигат ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы