Средства механизации, применяемые при ремонте корпуса автосцепки
Поворотный стенд
Контроль деталей корпуса автосцепочного устройства ранее проводился стационарным методом. При этом контроль можно проводить только по частям. Для проведения полного дефектоскопирования всех частей корпуса необходимо переворачивать корпус автосцепочного устройства вручную. Этот факт является основным недостатком при проверке и дефектоскопировании деталей автосцепочного устройства.
Для повышения качества дефектоскопирования корпуса автосцепочного устройства был разработан поворотный стенд.
Предназначен для контроля хвостовика корпуса автосцепки и в местах перехода хвостовика к голове. Изготовлен из стали марки Ст3. Стенд способен выдерживать 1,5 тонны груза.
Угол поворота стенда составляет 900, что позволяет провести контроль деталей корпуса автосцепного устройства со всех сторон. Оборудован ручками, с помощью которых осуществляется поворот на 900, положение фиксируется креплениями.
Стенд оснащен болтами для закрепления корпуса автосцепки, чтобы контролируемая деталь плотно прилегала к стенду, а также во избежание возможных аварийных ситуаций во время контроля.
Стенд сконструирован таким образом, что отверстие для захвата корпуса автосцепки выполнено по форме контролируемой детали, что позволяет фиксировать деталь, во время контроля корпус автосцепки находится в неподвижном состоянии, что позволяет также избежать аварийных ситуаций во время контроля.
Контроль проводится дефектоскопом МД-12ПШ (напряжение – 242В, сила тока не менее 45А, напряжение магнитного поля соленоида не менее 180 А/см).
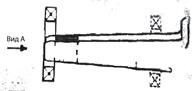
Корпус автосцепки крепится на поворотном стенде так, чтобы одна из плоскостей хвостовика с отверстием под клин была расположена горизонтально. После этого устанавливают соленоид у перемычки под углом 35±50 к оси хвостовика так, чтобы хвостовик частично входил в отверстие соленоида (рисунок 2.2, а), включают соленоид. Затем наносят магнитный порошок на все открытые для осмотра поверхности хвостовика в зоне перемычки. Осматривают поверхность перемычки и торец хвостовика, выключают соленоид. После этого надевают соленоид на хвостовик в зоне перемычки, максимально приподняв его (рисунок 2.2, б), включают соленоид. Затем наносят магнитный порошок в пределах зоны (ДН » 120…160 мм) на верхнюю плоскость хвостовика, осматривают верхнюю плоскость хвостовика в пределах зоны ДН; медленно перемещают соленоид вдоль вдоль хвостовика, одновременно нанося перед ним магнитный порошок на верхнюю плоскость хвостовика; останавливают соленоид по возможности приблизив его к голове (рисунок 2.2, б); наносят порошок на поверхности, примыкающие к голове, включая переход от хвостовика к голове; осматривают верхнюю плоскость хвостовика, обращая внимание на зону перехода от хвостовика к голове; выключают соленоид и возвращают его к перемычке. После этого, поворачивают корпус автосцепки на 900 и повторяют контроль. Контроль проводится со всех 4х сторон. Результаты контроля корпуса автосцепки заносят в журнал регистрации результатов неразрушающего контроля корпуса автосцепки.
 |
а) б)
Рисунок 2.2 - магнитопорошковый метод контроля хвостовика автосцепки
Приспособление к строгальному (фрезерному) станку для обработки поверхностей контура зацепления контура
Наплавленные поверхности деталей автосцепного устройства должны иметь установленные правилами ремонта размеры и необходимую чистоту поверхности, что достигается механической обработкой на металлорежущих станках (строгальном, токарном, фрезерном) и специальных приспособлениях. Небольшие поверхности обрабатывают на обдирочно-шлифовальных станках (стационарных наждачных точилах).
Поверхности контура зацепления могут обрабатываться на строгальном, фрезерном и долбежном станках с применением специальных приспособлений. Приспособление для обработки поверхностей контура зацепления на строгальном станке состоит из двух частей: поддерживающего кронштейна (рисунок 2.3) и поворотно-установочного устройства. Планка 2 кронштейна, на которой имеются зажимы для крепления хвостовика автосцепки, может поворачиваться вокруг вертикальной оси. Установка одной части приспособления относительно другой обеспечивается с помощью штифтов 3. На основании 9 закреплена направляющая 14, по которой при вращении винта 13 перемещается подвижная часть 10 приспособления, служащая одновременно опорой для корпуса автосцепки. На неподвижной части основания укреплена шкала, а на подвижной опоре — стрелка 12. Шкала предназначена для отсчета угла наклона автосцепки по отношению к плоскости движения резца. Это позволяет точно выдерживать ломаный вертикальный профиль поверхностей контура зацепления при их обработке.
Информация по теме:
Проектирование продольного профиля
Проектирование ведется в следующем порядке: 1. Составляется профиль поверхности земли по оси трассы (черный профиль). 2. на основе анализа плана трассы и профиля земли назначают контрольные отметки и определяют их величину. 3. Выделяют участки с необеспеченным водоотводом и снегонезаносимые участки ...
Специализация путей сортировочного парка
Специализация путей сортировочного парка должна обеспечивать равномерное распределение работы между маневровыми локомотивами, равномерную загрузку вытяжных путей, безопасность производства манёвров, должна быть увязана со специализацией путей парка отправления и с назначениями плана формирования: 1 ...
Конструирование элементов стенда
Прочностной расчет боковых и хребтовых балок рамы стенда Исходные данные: материал: сталь 09Г2; тип сечения: двутавр №60; усилие вывешивания решетки Рвыв: 150 кН; усилие сдвига Qсдв: 170 кН. Цель расчета: проверка несущей способности боковых и хребтовых балок. Рисунок 17 – Расчетная схема для базы ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы