Выбор методов и режимов хонингования отверстий
Хонингование снижает отклонение формы и повышает размерную точность, уменьшает параметр шероховатости, сохраняет микротвердость и структуру поверхности (поверхностного слоя), увеличивает несущую поверхность и остаточную сжимающие напряжения.
Наибольшая эффективность достигается алмазным хонингованием. Износ алмазно-металлических брусков по сравнению с абразивными уменьшается в 150-250 раз, благодаря чему упрощается наладка и стабилизируется качество обработки. Хонингованием обрабатывают детали из стали, чугуна и цветных металлов, преимущественно отверстия (сквозные и глухие, с гладкой и прерывистой поверхностью, цилиндрические и конические, круглые и некруглые), диаметром 6-1500 мм, длиной от 10 мм до 20 метров.
При хонинговании абразивным бруском совершается возвратно-поступательное и вращательное движение, в результате которых на обработанной поверхности абразивными зернами образуются царапины.
При хонинговании в резании одновременно участвуют большое число абразивных зерен, в результате чего обеспечиваются высокая производительность, низкие давление и температуру в зоне резания (50-150оС). И, как следствие, сохранение исходной структуры поверхностного слоя. Бруски работают в условиях самозатачивания и не требуют правки.
В основе построения технологической наладки лежит необходимость сохранения в процессе хонингования положения оси обрабатываемого отверстия детали после предыдущей операции обработки. Это условие определяет способ крепления инструмента и детали.
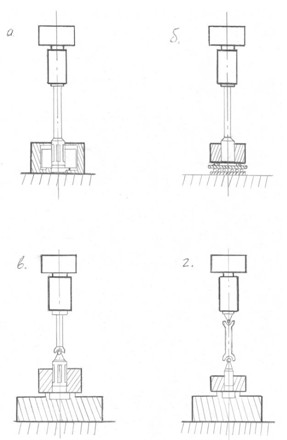
На чертеже показаны схемы крепления инструмента и детали. Первая схема предусматривает жесткое крепление хонинговальной головки и плавающее крепление хонинговальной в детали в приспособлении (а). этот способ хонингования значительно упрощает конструкцию головки и не требует точного центрования обрабатываемой детали по оси шпинделя станка. Конструкция зажимного приспособления также значительно упрощается, так как деталь не зажимается, а лишь ограничивается от поворота, вызываемого крутящим моментом. При “плавающем” положении детали почти полностью исключается деформация, возникающая при зажиме детали. Это повышает точность хонингуемого отверстия. Этот способ применим для деталей, у которых нижняя и верхняя опорная плоскости параллельны между собой и перпендикулярны оси обрабатываемого отверстия.
Второй способ предусматривает жесткое крепление хонинговальной головки и обрабатываемой детали в плавающем приспособлении (б). этот способ применим для обработки мелких среднегабаритных деталей имеющих одну опорную базу, перпендикулярную оси отверстия.
При обработке тяжелых корпусных деталей или деталей с отверстиями малого диаметра и большой глубины при L: d=2,5, а также на станках с малой жесткостью шпинделя применяется шарнирное крепление хонинговальной головки на шпинделе станка и жесткое крепление обрабатываемой детали. В тех случаях, когда наладкой обеспечивается точное центрование детали при отклонении от соосности шпинделя станка и обрабатываемого отверстия, не превышающем 0,03-0,05 мм, применяется одношарнирное крепление хонинговальной головки (в); если отклонение от соосности шпинделя и отверстия детали превышает 0,05 мм необходимо использовать двух шарнирное крепление головки и жесткое крепление детали (г). Шарнирное крепление хонинговальной головки не может исключить влияние отклонения от соосности инструмента и отверстия на геометрические параметры хонингуемые отверстия.
Принудительный отвод от оси шпинделя приведет к увеличению радиального давления брусков на участках входа и выхода инструмента из отверстия и ухудшению геометрических параметров обрабатываемого отверстия. Поэтому при обработке длинных и точных отверстий (гильзы, цилиндры блоков) в тех случаях, когда трудно обеспечить допуск соосности шпинделя и обрабатываемого отверстия, кроме двух шарнирного крепления хонинговальной головки используется “плавающее” крепление обрабатываемой детали или режущих брусков.
Простейшая конструкция жестко закрепленной хонинговальной головки состоит из корпуса 3, несущего режущие бруски, штанги 3 с коническим хвостовиком, соединяющим головку со станком, и штока 1, который получает осевое перемещение оси механизма подачи станка и раздвигает конусами 4 режущие бруски 5. В процессе хонингования осуществляется три основных рабочих движения:
1. радиальный разжим
2. вращение
3. возвратно – поступательное движение режущих брусков.
Информация по теме:
Материалы деталей и их технологические свойства
Основные свойства пластмасс Плотность. Плотность различных пластмасс колеблется от 0,9 до 2,2 г/см3. В среднем пластмассы в два раза легче алюминия, в 5—7 раз легче стали, меди, свинца, бронзы и т. д. Особый класс представляют собой пено- и поропласты с очень малой плотностью (0,02—0,1 г/см3) и мал ...
Средняя скорость поршня и частота вращения
Одним из основных параметров, зависящих от типа двигателя и его назначения, является скорость поршня. С увеличением средней скорости поршня повышается тепловая напряженность деталей двигателя (в первую очередь поршневой группы), увеличиваются силы инерции, нагружающие детали кривошипно-шатунного ме ...
Блок схемы программного обеспечения стробоскопа
Блок – схема «основной цикл» Нет Да =3 =1 =2 Рисунок 6.1 – Основной цикл Блок – схема «инициализация ЖКИ» Рисунок 6.2 – Инициализация ЖКИ Блок – схема «вывод информационной строки» Нет Да Рисунок 6.3 – Вывод информационной строки Блок – схема «подпрограмма – установка курсора на начало строки» Рису ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы