Технологический процесс ремонта буксового узла
Данные о размерах колец и шеек заносят в журнал ВУ -90.
Если внутренние кольца не снимали с шейки, то дефектоскопирование колец производят непосредственно на шейке оси для выявления трещин, располагающихся, в основном, в галтелях задних бортов колец. Мапей затирка mapei затирки.
Кроме деталей подшипников при периодических видах ремонта вагонов магнитопорошковому контролю подвергают стопорные планки и осевые гайки. Детали с трещинами подлежат браковке. На стопорных планках и шайбах, торцовых гайках, болтах не допускаются заусенцы, забоины и другие неисправности, влияющие на работу буксового узлы. Запрещается растачивать резьбу гайки М110. На гайках, не имеющих кольцевых проточек, производят проточки установленного размера.
Резиновые кольца и прокладки при полной ревизии букс заменяют независимо от их состояния.
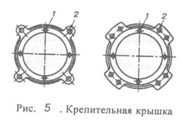
На крепительных и смотровых крышках не разрешаются трещины, забоины, вмятины, изгибы и другие неисправности. Прогнутые смотровые крышки разрешается выравнивать по их привалочной поверхности.
При любом виде ремонта вагонов в крепительных крышках (рис. 4.5) разрешается заварка отверстий и с изношенной резьбой для болтов смотровой крышки и отверстий 2 с последующей механической обработкой отремонтированных мест.

У лабиринтных колец проверяют размеры посадочных поверхностей и сравнивают их с нормами. Задиры на поверхностях лабиринтных колец зачищают шкуркой. Корпуса букс зачищают от коррозии, заусенцев. Внутренний диаметр корпуса проверяют нутромером на соответствие установленным размерам.
При всех видах ремонта вагонов разрешается ремонтировать наплавкой в корпусах букс грузовых вагонов (рис. 4.6) трущиеся поверхности 1, если расстояние между ними вдоль вагона не менее 322 мм; опорные поверхности 2, если расстояние от оси буксы до опорной поверхности не менее 170 мм; изношенные поверхности 3, если ширина челюсти поперек оси вагона не более 175 мм. В корпусах букс пассажирских и рефрижераторных вагонов разрешается ремонтировать наплавкой изношенные стенки отверстий для шпинтонов при износе более 5 мм на сторону и направляющих мест для пружин при износе более 6 мм по диаметру. В корпусах букс пассажирских и грузовых вагонов ремонтируют наплавкой изношенные отверстия для болтов крепительной крышки с последующим сверлением и нарезанием резьбы.
Монтаж букс с роликовыми подшипниками
Достаточная прочность посадки подшипников на шейке оси обеспечивается при условии, если подшипники и колесные пары имею температуру окружающей среды.
Монтаж букс на горячей посадке разрешается производить не раньше чем через 12 ч после обмывки колесных пар и через 8 ч после обмывки подшипников.
Монтаж букс с цилиндрическими подшипниками на горячей посадке начинают с установки на предподступичную часть от лабиринтного кольца 1 (рис. 4.7), подобранного по натягу и нагретого до температуры 125÷150°С в электропечи, масляной ванне или индукционным нагревателем. Величина натяга лабиринтных колец при ремонте должна составлять 0,02÷0,15 мм. Лабиринтное кольцо должно упереться в торец предподступичной части оси. На шейку оси надевают монтажную втулку, которой наносят по лабиринтному кольцу удары, усиливающиеся по мере его остывания до получения чистого металлического звука. Правильность расположения кольца проверяют лекальным угольником и щупом. Пластинка щупа толщиной 0,05 мм не должна проходить в зазор между угольником и торцом лабиринтного кольца, а также в зазор между кольцом и торцом предподступичной части оси.
Внутренние кольца 2 и 3 подшипников подбирают к шейкам с учетом натяга, который должен составлять при ремонте 0,03-0,065 мм. Кольца нагревают до температуры 100-1200С таким же образом, как и лабиринтное кольцо. Устанавливают кольца с помощью направляющего стакана и монтажной втулки. После установки внутренних колец ставят упорное кольцо 4 и при помощи шайбы и болтов М20 или торцевой гайки 5 все детали затягиваются в осевом направлении (рис. 4.7, а). По мере остывания внутренних колец болты или гайка подтягиваются для обеспечения плотного прилегания деталей друг к другу. После полного остывания шайбу или гайку и упорное кольцо снимают. Плотность прилегания внутренних колец друг к другу и к лабиринтному кольцу проверяют пластинкой щупа толщиной 0,04 мм, которая может войти в зазор между деталями на участке длиной не более 1/3 окружности.
Информация по теме:
Применяемые материалы
Для изготовления, технического обслуживания и ремонта автомобилей используют много разных материалов. Различают металлические и неметаллические материалы. Металлические материалы делят на: черные и цветные металлы. К неметаллическим материалам относятся: древесина, пластические массы, стекло, краск ...
Определение эксплутационного парка грузовых локомотивов
Эксплутационный парк грузовых локомотивов определяем по формуле: Мэк. гр. = Nгр.* К; где, Nгр. - количество пар грузовых поездов; К - коэффициент потребности локомотивов на пару поездов на участке Б-А-В. Коэффициент потребности определяем по формуле: К = ∑ Тоб. / 24; где, ∑ Тоб. - бюдже ...
Определение передаточного числа привода и его ступеней
Определяем частоту вращения приводного вала рабочей машины , об/мин, по формуле об/мин, где D – диаметр барабана, мм. Определяем максимальное допустимое отклонение частоты вращения приводного вала рабочей машины , об/мин, по формуле об/мин, где - допускаемое отклонение скорости барабана, %. Определ ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы