Технологический процесс ремонта буксового узла
Усталостные разрушения и изломы сепараторов происходят вследствие нарушений технологии изготовления, монтажа, обводнения смазки.
Детали подшипников с трещинами, отколами, коррозионными раковинами и пятнами бракуют. Детали с незначительными дефектами например, кольца с задирами и заусенцами фасок бортов, задирами типа «елочка» ремонтируют обработкой шлифовальной шкуркой с маслом. У сепараторов разрешается восстанавливать чеканку, производить расточку по внутреннему диаметру, запиливать острые углы у перемычек.
Установлены два вида ремонта подшипников - без переборки роликов и с переборкой. Ремонт без переборки роликов выполняют при замене или шлифовке колец, замене или ремонте сепараторов.
Ремонт подшипников с переборкой роликов (с измерением их по диаметру и длине) выполняют при замене любого количества роликов, шлифовке торцов или цилиндрических поверхностей роликов, а так же выпадании роликов из гнезд сепаратора. Для комплектования подшипников ролики измеряют по диаметру и длине, при этом разность диаметров роликов в одном подшипнике на горячей посадке не должна превышать 5 Мкм, а разность в длине - не более 12 Мкм. В один подшипник запрещается ставить различные по форме ролики.
При сборке блока подшипника необходимо, чтобы кольца, сепараторы и ролики маркировкой были обращены в одну сторону. Если маркировка на деталях отсутствует; необходимо наносить на одном из торцов сепаратора букву Ж, а один из торцов роликов условно обозначать знаком +. Сборку подшипников производят в обратной последовательности их разборки.
На наружном кольце отремонтированного подшипника наносят надпись, которая содержит букву Р1 или Р11 в зависимости от вида ремонта, месяц, две последние цифры года и условный номер предприятия, производившего ремонт. Надпись наносят электрографом при разобранном подшипнике или кислотой на собранном.
Отремонтированные подшипники комплектуют по радиальным, осевым зазорам и по диаметрам отверстий внутренних колец. Радиальные и осевые зазоры увеличиваются при длительной эксплуатации от естественного износа, а отверстия внутренних колец изнашивается от повторных работ по монтажу и демонтажу.
Радиальные и осевые зазоры измеряются щупом с применением специальных приспособлений. Величина зазоров должна быть в пределах допустимых норм. Например, радиальный зазор подшипников на горячей посадке для грузовых и пассажирских вагонов, эксплуатируемых со скоростью до 120 км/ч, при ремонте должен быть в пределах 0,09-0,25 мм. Разность радиальных зазоров подшипников в одной буксе при измерении на эталонном кольце не более 0,01 мм. Осевой зазор в подшипниках грузовых и пассажирских вагонов при ремонте - не менее 0,06 мм. Осевой разбег для двух парных цилиндрических подшипников обеспечивается конструкцией буксы и должно быть 0,68-1,38 мм.
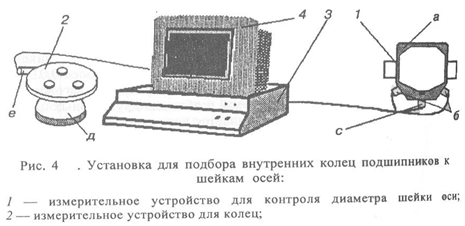
Прочная посадка внутренних колец на шейку оси и цилиндрических подшипников на горячей посадке обеспечивается за счет натяга, который создается из-за разности диаметров шейки и внутренних колец и должен быть при ремонте в пределах 0,03-0,065 мм. Подбор внутренних колец к шейкам осей выполняются с использованием специальных приборов или на автоматизированной установке (рис. 4.4).
Автоматизированная установка УПК-01 для подбора внутренних колец перед установкой на шейку оси включает измерительное устройство для контроля диаметра шейки оси 1, измерительное устройство для контроля диаметра внутреннего кольца подшипника 2 и пульт управления 3 с монитором 4. Измерительное устройство для контроля шейки оси «Призма» состоит из координирующей призмы (позиция (1), двух индуктивных преобразователей линейных перемещений (позиция б) И электромагнитного датчика (позиция с) для контроля правильного положения «Призмы» на шейке оси.
Измерительное устройство для колец 2 состоит из прибора УД-1В (позиция д) и индуктивно преобразователя линейных перемещений (позиция е).
Для обмера шеек устройство «Призма» устанавливается поочерёдно в положение заднего и переднего подшипников, которое контролируется датчиком положения. Результаты измерения (средний диаметр, овальность и конусность шейки) обрабатываются вычислителем, индуцируются на экране монитора и хранятся в ОЗУ микропроцессора. Подбираемое кольцо подшипника устанавливают на прибор УД-1В и за 5÷10 секунд поворачивают против часовой стрелки на один оборот. При этом измеряется средний диаметр и овальность кольца в первом сечении, затем кольцо переворачивают и повторно производят измерение. Результаты измерений поступают в ОЗУ микропроцессора. На экране монитора индуцируются параметры кольца и вывод о пригодности кольца для установки на измеренную ось.
Информация по теме:
Выбор автоматики на переезде
В курсовом проекте необходимо обеспечить безопасность движения на заданном переезде, предусмотрев ограждающие устройства. Широкое распространение получили устройства автоматического ограждения переездов, к которым относятся автоматическая светофорная сигнализация с автошлагбаумами или без них. Прим ...
Мусоровозы
Мусоровоз - грузовой автомобиль или другой вид транспорта, предназначенный для загрузки, уплотнения, транспортировки и выгрузки мусора. Как правило, машины такого рода имеют вместительный кузов до 20, реже до 50 м³, в который мусор загружается вручную либо механически, из мусорного контейнера ...
Клиент
L2=3 Клиент L1=9 L2=3 Станция Клиент L3=9 L2=3 L2=3 L2=3 Клиент Клиент Рисунок 6 – Схема работы автотранспорта при развозе мелких отправок Потребное количество автомобилей для завоза-вывоза мелких отправок при использовании их в городе под сдвоенные операции (выгрузка и погрузка) рассчитывается по ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы