Технологический процесс ремонта буксового узла
Демонтаж букс. Промывка деталей буксового узла.
Демонтаж букс с подшипниками качения выполняют на механизированной или полуавтоматической поточных линиях или ручным способом. Демонтаж букс на горячей посадке без снятия внутренних и лабиринтных колец производят при условии проверки оси специальным щупом ультразвукового дефектоскопа. Снимать внутренние и лабиринтные кольца букс на горячей посадке необходимо при их неисправностях, ремонте колесной пары со сменой элементов, а также при отсутствии соответствующих средств неразрушающего контроля. https://kingsrentcars.com united arab emirates прокат авто в оаэ.
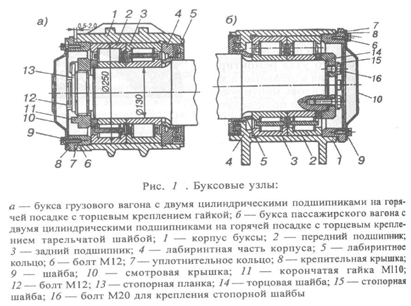
При демонтаже буксы любым способом необходимо отвернуть болты крепительной крышки (рис. 4.1) и снять ее вместе со смотровой. Из передней части буксы удалить смазку, отвинтить болты стопорной планки или тарельчатой шайбы, снять планку или шайбу. Далее с осей РУ1 отвинчивают и снимают торцовую гайку. Выкручивание болтов производят с использованием демонтажных стендов или гайковертов. Гайку снимают с помощью стенда или инерционным ключом. Снятые детали укладывают в контейнер для последующей обмывки. После удаления упорного кольца кран-балкой специальным захватом или буксосъемником снимают корпус буксы вместе с блоками подшипников (наружное кольцо с роликами и сепаратором). Из корпуса буксы пневмо- или гидропрессом удаляют блоки подшипников. При этом запрещается ударять молотком по корпусу буксы или подшипникам. При необходимости с шейки оси с помощью индукционного нагревателя снимают одно или оба внутренних кольца, а с предподступичной части оси лабиринтное кольцо.
Все детали буксового узла подают в моечные машины для промывки.
Подшипники промывают в автоматических моечных машинах при температуре 90-950С мыльной эмульсией, содержащей 8-10% отработавшей смазки ЛЗ-ЦНИИ. Подшипники на горячей посадке подают в моечную машину со специальными втулками или внутренним кольцами для предохранения роликов от выпадения.
Все остальные детали буксового узла промывают двумя моющим жидкостями при температуре не ниже 900С. Первый раствор содежит 3-5% каустической соды, а второй - 8-10% отработавшей смазки ЛЗ-ЦНИИ.
После промывки детали буксового узла осматривают, контролируют их состояние и, при необходимости, ремонтируют.
Ремонт деталей буксового узла
Для разборки цилиндрического подшипника на горячей посадке необходимо выдвинуть ролики из бортов наружного кольца внутрь подшипника и, сняв наружное кольцо, вынуть ролики из гнезд сепараторов (рис. 4.2).
Детали подшипников внимательно осматривают и подвергают испытанию средствами неразрушающего контроля. Внутренние и наружные кольца необходимо проверить магнитопорошковой дефектоскопией, а ролики и сепараторы - вихретоковым методом контроля.
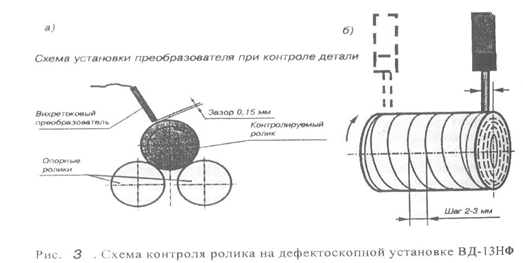
Например, установка ВД-13НФ служит для выявления дефектов на поверхности катания роликов при полной ревизии букс. В состав дефектоскопа входят электронный и электромеханический блоки. Контролируемый ролик вращается на опорных роликах (рис. 4.3, а) и одновременно движется поступательно таким образом, что его поверхность сканируется по спирали (рис. 4.3, б). При наличии дефекта сигнал от вихретокового преобразователя поступает на электронный блок, на котором срабатывает световая и звуковая сигнализация.
На кольцах и роликах имеют место разнообразные неисправности: усталостные раковины из-за постоянных динамических нагрузок и достижением металлом предела выносливости; шелушение вследствие проскальзывания роликов по дорожкам качения; точечная коррозия и коррозийные раковины из-за попадания в смазку воды или длительного отстоя вагонов в парке ожидания; электроожоги в виде небольших точек или рифления из-за прохождения электрического тока через подшипник; вмятины из-за попадания в подшипник твердых включений; разнообразные забоины и задиры вследствие небрежности демонтажа и монтажа. На торцах роликов и бортах колец могут быть задиры типа «елочки», возникающие от осевых нагрузок при отсутствии масляной пленки на трущихся поверхностях.

Разрывы и отколы колец происходят из-за нарушения технологии изготовления, электроожогов, заклинивания роликов. При заклинивании роликов на их поверхности образуются ползуны.
Информация по теме:
Определение номинального и действительного фондов времени производственных
рабочих
К производственным относятся рабочие участков основного производства, непосредственно выполняющие технологические операции, связанные с выпуском продукции – слесари механосборочных работ, станочники, сварщики и т.д. Для определения списочного и явочного количества производственных рабочих необходим ...
Назначение, состав, устройство и запуск системы орошения спасательной
шлюпки огнезащитного типа
На судах, авария на которых может привести к разливу и возгоранию вокруг судна нефти или нефтепродуктов, применяются огнезащищенные шлюпки. Система водяного орошения устанавливается на огнезащищенные шлюпки для повышения их огнестойкости. Для орошения используется забортная вода. Огнезащищенные спа ...
Мощностная и топливная характеристика автомобиля
Для анализа динамических свойств автомобиля можно вместо соотношения сил использовать сопоставление тяговой мощности NT с мощностью, необходимой для преодоления сопротивления движению. Мощностной баланс автомобиля в общем виде можно представить следующей формулой , где Рв – мощность, подводимая к в ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы