Области применения и способы газовой сварки
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Ремонт выполняется газовой сваркой, толщина кронштейна 2мм, состоит из низкоуглеродистой стали (Ст3) - эта сталь относится к хорошо свариваемой.
Присадочную проволоку берем - Св-08, Св-08А, ø проволоки - 1,5мм, горючий газ - ацетилен.
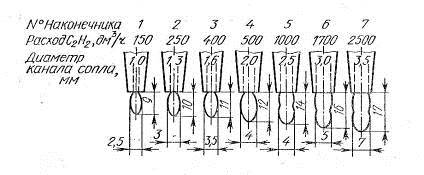
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Сварочное пламя образуется при сгорании горючего газа в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение в газовой сварки нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150 ̊С) и обеспечивает концентрированный нагрев. От состава горючей смеси (соотношение кислорода и горючего газа) зависят внешний вид, температура и влияние сварочного пламя на расплавленный металл. Изменяя состав горючей смеси – изменяются основные параметры сварочного пламя. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки.
Виды горелок для ацетиленокислородной сварки: инжекторные (ГС-1, Г2, Г3), безинжекторные (Г1).
Номера мундштуков бывают: 000, 00, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9.
Технические характеристики мундштуков горелок
|
Параметры |
Номер мундштука | |||||||||||
|
000 |
00 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 | |
|
Толщина стали, мм |
До 0,1 |
0,1-0,2 |
0,2-0,5 |
0,5-1 |
1-2 |
2-4 |
4-7 |
7-11 |
11-17 |
17-30 |
30-50 |
>50 |
Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой. При сварке низкоуглеродистой стали на 1 мм толщины сварочного металла требуется 100-130 дм³ ацетилена в час. Чтобы узнать требуемую мощность пламени. Надо умножить удельную мощность на толщину свариваемого металла в мм.
Пример. Для ремонтной сварки кронштейна из низкоуглеродистой стали толщиной 2мм минимальная мощность сварочной горелки составит 100х2 = 200 дм3/ч, наибольшая – 130х2 = 260 дм3/ч.
Сварку выполняют горелкой ГС-3, либо ГС-2 с наконечником №2.
Для сварки различных металлов требуется определенный вид пламени. Виды сварочного пламени: нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз.
Информация по теме:
Определение работы, выполняемой локомотивами
Работу, выполняемую локомотивами, определяем в зависимости от пробегов и перевезенного груза по формуле: А = ∑MS * Q; где, ∑MS - пробег локомотивов, км; Q - масса поезда: Qгр. = 4000 тс., Qп. = 800тс.; Работа, выполняемая грузовыми локомотивами А год гр. = ∑MS год гр. * Qгр. = 13 ...
Безопасность жизнедеятельности
Совершенствование техники и технологии, развитие механизации и автоматизации создает большие резервы для улучшения условий труда рабочих и удаление из производственных процессов ручного труда. Мероприятия по охране труда являются составной частью развития передового хозяйства нашей страны. Правильн ...
Потребность в автобусах для выполнения дополнительного объема перевозок
Для установления потребности в подвижном составе предварительно нужно рассчитать годовую выработку одного списочного автобуса. Расчёт годовой выработки одного списочного автобуса. ,пасс. (1) Где: q – вместимость автобуса по местам для сидения для маршрутных такси – 22 посадочных места. (информация ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы