Области применения и способы газовой сварки
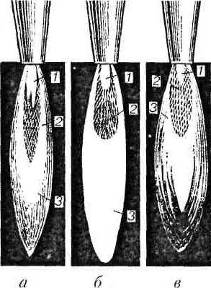
Рис. 1 Виды сварочного пламени
а) окислительное, б) нормальное, в) науглероживающее
При ремонтной сварке кронштейна используют нормальное пламя, а для его получения, отношение кислорода к горючему газу должно быть 1,1-1,2 (для ацетилена).
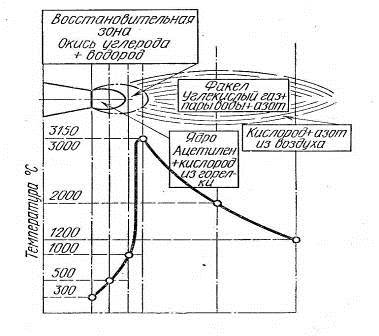
При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2-6 мм от конца ядра. Сварочное пламя имеет 3 ярко различаемые зоны: ядро, восстановительная зона, факел.
Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона мундштука к поверхности свариваемого металла (рис. 2а). Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки, для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующего данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить картер и предупредить пережог металла.
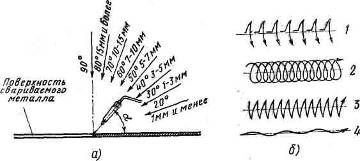
Рис 2. Угол наклона и способы перемещения мундштука горелки;
а - график угла наклона мундштука горелки, б - способы перемещения мундштука горелки.
Зависимость угла наклона мундштука от толщины металла
|
Толщина металла, мм |
До 1 |
1-3 |
3-5 |
5-7 |
7-10 |
10-15 |
>15 |
|
Угол наклона мундштука, град. |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно к нему. То или иное положение выбирается в зависимости от условий (удобства) работы газосварщика, чтобы рука сварщика не нагревалась теплом, излучаемым нагретым металлом.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно к оси шва и продольное - вдоль оси шва. Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
На рис. 2б показаны способы перемещения мундштука горелки по шву.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов.
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварного шва.
Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
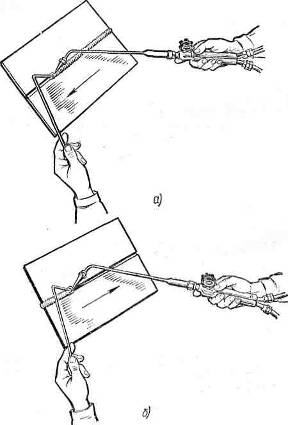
Рис. 3. Способы сварки: а - левый способ, б - правый способ
В практике различают два способа сварки: правый и левый.
Информация по теме:
Методика экспериментальных исследований параметров дорожного движения
Целью экспериментальных исследований является натурное определение параметров, характеризующих процесс взаимодействия конфликтующих транспортных и пешеходных потоков на объекте улично-дорожной сети в условиях светофорного регулирования. Исходя из цели экспериментальных исследований, определены след ...
Кинематический расчет механизма
Кинематическая схема лебедки должна быть компактна, удобна для монтажа и обслуживания при эксплуатации, надежна и экономична. Принятая кинематическая схема приведена на рисунке 5. Достоинством данной схемы является возможность компоновки из серийно выпускаемых узлов, компактность. Недостатком являе ...
Сравнение видов тяги по расходу энергоресурсов
Определение стоимости перевозок при различных видах тяги: а) Стоимость перевозок при тепловозной тяге, руб Cт=cт*Eср (17) где cт – цена одного килограмма дизельного топлива, руб; по данным ОАО «РЖД» отпускная цена дизельного топлива в среднем по сети железных дорог на 1 ноября 2009 года составила 1 ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы