Техническое обслуживание автосцепочного устройства
В зависимости от способа регистрации магнитного потока рассеяния магнитные методы контроля подразделяют на магнитопорошковый, магнитографический, феррозондовый.
|
|


а) б)
Рисунок 2.1 - Распределение магнитного потока по сечению качественного сварного шва (а) и дефектного (б)
Перечень деталей автосцепочного устройства пассажирских вагонов подлежащих неразрушающему контролю представим в таблице 12.
Таблица 12 - перечень деталей автосцепочного устройства пассажирских вагонов подлежащих неразрушающему контролю (в соответствии с РД 32.174-2004).
|
Наименование и эскиз детали, зоны контроля |
Метод НК |
Дефектоскопы |
|
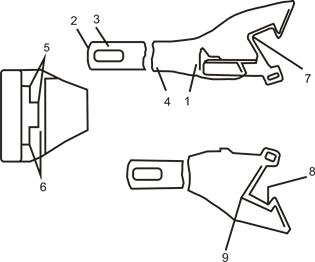
1 – переходы от хвостовика к головной части; 2 – перемычка хвостовика; 3 – кромки отверстия для клина тягового хомута; 4 – поверхность хвостовика; 5 – верхние углы окна для замка и замкодержателя; 6 – нижние углы окна для замка и замкодержателя; 7 – угол сопряжения боковой и ударной поверхностей большого зуба; 8 – угол сопряжения тяговой и боковой поверхностей большого зуба; 9 – кромки контура большого зуба |
МПК ВТК |
МД-12 ПШ ВД-12НФ, ВД-12НФП |
Методика контроля магнитопорошковым методом включает в себя следующие операции:
- подготовку поверхностей перед контролем и очистку их от загрязнений, окалины, следов шлака после сварки;
- подготовку суспензии, заключающуюся в интенсивном перемешивании
- магнитного порошка с транспортирующей жидкостью;
- намагничивание контролируемого изделия;
- нанесение суспензии на поверхность контролируемого изделия;
- осмотр поверхности изделия и выявление мест, покрытых отложением порошка,
В сомнительных случаях валик порошка удаляют и повторяют операции 3-5. После контроля изделие размагничивают.
Магнитопорошковый метод отличается высокой чувствительностью к тонким и мелким трещинам, простотой выполнения, оперативностью и наглядностью результатов, поэтому его широко применяют для контроля продольных сварных швов и изделий, выполненных из магнитных материалов
Чувствительность контроля магнитопорошкового метода зависит от ряда факторов: размера частиц порошка и способа его нанесения, напряженности приложенного намагничивающего поля, рода приложенного тока (переменный или постоянный), формы, размера и глубины залегания дефектов, а также от их ориентации относительно поверхности изделия и направления намагничивания, состояния и формы поверхности, способа намагничивания.
Частицы порошка должны иметь размер 5-10 мкм. Для выявления глубоко залегающих дефектов применяют более крупный магнитный порошок. Для магнитных суспензий (мокрый метод) применяют магнитный порошок с мелкими частицами. Кроме того, частицы мелкого порошка должны обладать максимальной подвижностью. С этой целью необходимо применять частицы неправильной формы. Дополнительную подвижность частицы магнитного порошка получают после покрытия их пигментом с низким коэффициентом трения
Информация по теме:
Основные сведения об аппаратуре рельсовых цепей
Трансформаторы (рис.1.5) используются в устройствах рельсовых цепей на метрополитене в качестве питающих элементов (ПОБС-2А, ПОБС-3А, ПОБС-5А, СОБС-3А) и в качестве согласующих элементов (ПОБС-2А, РТЭ-1А), а также для регулировки сигнального тока (ПТЦ, СОБС-3Б, УТ3). Рис.1.5 Схемы обмоток трансформ ...
Построение геометрической модели
На рисунке 2.1 приведен вид геометрической модели, для данного варианта задания при построении которой в пакете используются общие примитивы, которые представляют собой точку (PT), линию (CR) и поверхность (SF), с которыми связаны и типы конечных элементов, использующиеся при дальнейшем построении ...
Динамика перерабатываемых
грузов ооо речной порт «Якутск»
Рисунок 9 -динамика перерабатываемых грузов ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы