Проектирование инструмента
Для того чтобы производить обработку вращательным движением резца, резец должен быть жестко соединен со шпинделем или радиальным суппортом планшайбы. У расточных станков резец не может быть непосредственно закреплен на расточном шпинделе или суппорте планшайбы. Для этой цели необходимо иметь переходный инструмент, который принято называть вспомогательным инструментом.
Вспомогательные инструменты, применяемые для закрепления режущих инструментов при растачивании, могут быть подразделены на 3 группы: концевой инструмент; двух опорный; расточные оправки.
Расточная оправка состоит из цилиндрической части 1 и конического (конус Морзе 5) хвостовика 2 с лапкой 3. Резец устанавливается в цилиндрическую часть под углом 60° к оси инструмента и закрепляется двумя болтами. Цилиндрическая часть изготовлена из стали 40.
В качестве материала режущей части расточного резца применяется быстрорежущая сталь, металлокерамические минералокерамические инструментальные материалы
Быстрорежущая сталь Р9 или Р18 имеет мировое применение и обладает наилучшими режущими свойствами.
По конструкции расточные оправки условно можно разделить на 2 вида оправки с односторонним и двусторонним расположением однолезвийного инструмента и оправки для многолезвийного инструмента. Большое значение имеет жесткость консольных оправок, особенно для чернового растачивания, когда снимается значительный слой металла и оправки испытывают большие напряжения изгиба.
Во время работы оправка испытывает совместное действие крутящего и изгибающего моментов, которые зависят от усилий резания и влияют на стабильность первоначальной точности оправки. Поэтому необходимо учитывать допускаемое соотношение вылета и диаметра оправки, гарантирующая точность ее положения при работе. Это соотношение выводится из условия, что напряжения, возникающие от действия внешних сил, не превышает предела упругости, т.е. деформации оправки исчезают со снятием нагрузки.
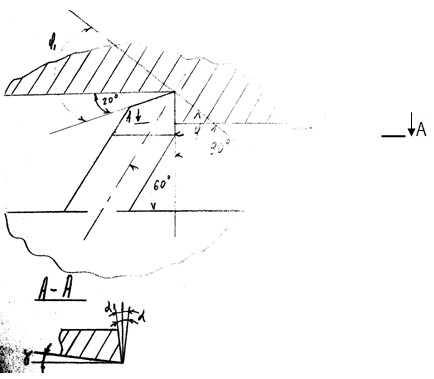
Размеры углов для черновой обработки: φ = 60°, φ1 = 10÷15°
Размеры углов для чистовой обработки: φ = 90°, φ1 = 0°÷30°
При конструировании расточного инструмента с использованием державочных резцов рекомендуется предусматривать механизм регулирования положения резца в оправке. Положение резцов в расточных оправах определяют при конструировании резца (инструмента) с учетом условий крепления резца, параметров оправки, возможности использования элементов регулирования и характера обработки. В зависимости от угла наклона резца в оправке назначаются соответствующие углы в плане (см. рис. выше). Копиретные углы заточки назначают с учетом условий обработки и свойств обрабатываемого материала.
Информация по теме:
Расчет показателей деловой активности ООО "Русбизнесавто"
Далее в таблице 3.11 рассчитаны показатели оборачиваемости ряда активов, характеризующие скорость возврата авансированных на осуществление предпринимательской деятельности денежных средств, а также показатель оборачиваемости кредиторской задолженности при расчетах с поставщиками и подрядчиками. Таб ...
Легковые автомобили
Автомобиль (от др.-греч. αὐτο — сам и лат. mobilis — движущийся, автомашина) — вид транспорта, самоходное безрельсовоетранспортное средство, предназначенное для передвижения по поверхности Земли. Для быстрого и комфортного передвижения автомобилей строят специальные дороги с тв ...
Общая характеристика проекта, анализ
потенциальных опасностей и
вредности
Локомотивное депо станции Тихорецкая Северо-Кавказской железной дороги специализируется на выполнении работ по техническому обслуживанию и ремонту тепловозов ЧМЭЗ – Северо-Кавказской железной дороги, текущему ремонту спец тепловозов ЧМЭЗ- совместного приписного парка и других депо Северо-Кавказской ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы