Периодичность ремонта и технического обслуживания буксового узла
При торцовом креплении подшипников шайбой болты М20 освобождают от стопорения, а вращением по часовой стрелке динамометрическим ключом проверяют усилие их затяжки. При наличии хотя бы одного из болтов с крутящим моментом менее 50 Н·м, все болты откручивают и проверяют состояние резьбы болтов и резьбовых отверстий в оси. При обнаружении задиров, повреждений мест перехода от головки болта к стержню или других неисправностей болты заменяют. При обнаружении обрыва более трех первых ниток резьбы в резьбовых отверстиях оси или затруднениях при завертывании болтов крепления резьбовые отверстия разрешается исправлять мeтчиком. При повреждении более шести первых ниток резьбы в резьбовых отверстиях колесную пару не допускают к эксплуатации до специального указания. Болты, имеющие затяжку крутящим моментом более 50 Н·м, подтягивают усилием 230-250 Н·м. Затяжку производят равномерно. Завинчивание трех болтов производят дважды по периметру, а четырех - по схеме 1-2-3-4-3-4-2-1 с последующим их стопорением шайбой.
При обточке поверхности катания колес взамен снятой смотровой или крепительной крышки устанавливают временную с отверстием для прохода центра станка. После обточки колесной пары временную крышку снимают, проверяют состояние смазки надежность торцового крепления. После каждой обточки при обыкновенном освидетельствовании колесных пар под правый верхний болт крепительной крышки ставят дополнительную бирку, на которую наносят данные о месте, времени и порядковом номере обточки колесной пары.
При исправном состоянии смазки, переднего подшипника и деталей крепления в буксу закладывают ранее удаленную и при необходимости добавляют свежую смазку из расчета 1/3 свободного пространства передней части буксы, а затем ставят крышки. Между крышками ставят резиновую прокладку, новую или исправную, бывшую в употреблении. Между крепительной крышкой и корпусом устанавливают резиновое кольцо.
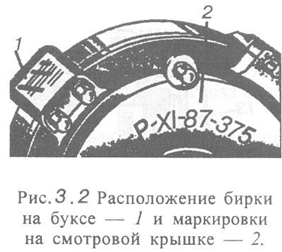
О проведении промежуточной ревизии на крышку буксы, предварительно очистив ее от грязи, наносят белой масляной краской надпись о времени и месте выполнения ревизии, а именно:
букву Р, месяц, две последние цифры года и присвоенный номер вагонного депо или завода (рис. 3.2).
Результаты ревизии заносятся в журнал формы ВУ-92.
Полная ревизия производится при полном освидетельствовании колесных пар, недопустимом нагреве букс, разрушении буксового узла, отсутствии бирки или неясности клейм на ней и при выполнении сварочных работ на вагоне или тележке без соблюдения требований. Ревизии подвергают обе буксы одной колесной пары.
При полной ревизии букс необходимо выполнить работы по демонтажу, промывке, осмотру и проверке деталей букс. При необходимости детали буксового узла ремонтируют или заменяют на исправные, а затем буксовые узлы вновь монтируют.
Полную ревизии производят под контролем мастера, имеющего удостоверение на право производства полного освидетельствования колесных пар и полной ревизии букс.
Информация по теме:
Определение программы ремонтов для отделений 1–го класса
К первому классу относятся отделения, производственная программа которых выражается только номенклатурой и количеством ремонтируемых объектов (разборочно-сборочные, слесарно-механические и т.д. с расчётной единицей – изделие, деталь). Годовая производственная программа отделений 1-го класса будет р ...
Анализ ликвидности ООО
"Русбизнесавто"
Таблица 3.6 Анализ соотношения активов по степени ликвидности и обязательств по сроку погашения ООО "Русбизнесавто" за 2008 г. Активы по степени ликвидности На конец отчетного периода, тыс. руб. Прирост с нач. года,% Норм. соотношение Пассивы по сроку погашения На конец отчетного периода, ...
Срок гарантии автосцепного устройства
Исправное действие автосцепного устройства вагона или локомотива без ремонта или замены какой-либо детали гарантируется при выпуске из капитального и деповского ремонта на срок не менее чем до следующего планового ремонта. Если повреждение детали или узла автосцепного устройства произойдет ранее ук ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы