Устройство и конструкция автосцепки СА-3
В головной части хомута имеется отверстие для клина. Внизу головной нижней части расположены приливы с отверстиями для болтов, предохраняющих клин от выпадения.
Опорная площадка хомута снабжена усиливающими ребрами. Клин тягового хомута прямоугольного сечения с округленными кромками в нижней части имеет заплечики, которыми он опирается на болты, удерживающие его от выжимания. Выемки в верхней части боковых поверхностей клина сделаны для уменьшения его массы.
Расцепной привод состоит из: расцепного рычага, цепочки, полочки, кронштейна.
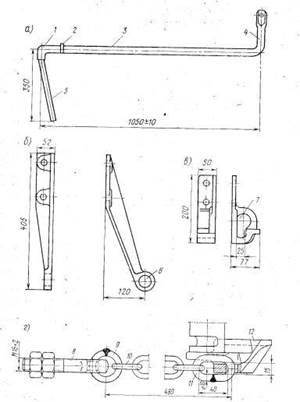
Рис. 6 Детали расцепного привода : а) расцепной рычаг, б) державка, в) кронштейн, г) цепь расцепного привода.
Расцепной рычаг рис. 6 (а), предназначенный для расцепления автосцепки, имеет короткое плечо 4 с отверстием для регулировочного болта, стержень 3 и рукоятку 5, соединенные плоской частью 1, поперечное сечение которой 20 × 35 мм.
Между стержнем и коленом приварен ограничитель 2 продольных перемещений.
Если на подвижном составе в зоне расположения стержня рычага размещены какие-либо детали, препятствующие его монтажу, например детали ручного тормоза, то стержень рычага выгибают для обхода этих деталей.
Державка рис. 6 (б) поддерживает расцепной рычаг, стержень которого проходит через отверстие 6 в ней. Она крепится на подвижном составе двумя или тремя болтами, для чего предусмотрено соответствующее количество отверстий.
Кронштейн рис. 6( в) удерживает рычаг в расцепленном и нормальном положениях. В нормальном положении плоская часть расцепного рычага находится в прямоугольном пазу отверстия 7. Державка и кронштейн закрепляются на подвижном составе болтами с гайками, контргайками и шплинтами.
Цепь расцепного привода рис. 6(г) состоит из регулировочного болта 8 с гайкой и контргайкой, круглого звена 9, удлиненного звена 11 для соединения с валиком подъемника 12 автосцепки и промежуточных звеньев 10.
Для расцепления сцепленной автосцепки рукоятку 1 рычага поднимают вверх из положения I и тем самым выводят плоскую часть его из паза 2 кронштейна, а затем поворачивают против часовой стрелки до отказа, пока механизм автосцепки не установится в расцепленное положение II (рис. 7).
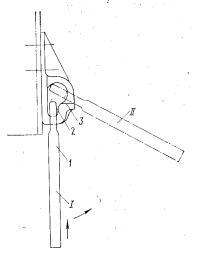
Рис. 7 Положение рукоятки рычага расцепного привода.
Потом рукоятку ставят в первоначальное положение так, чтобы плоская часть стержня рычага вошла в паз кронштейна.
В результате механизм будет находиться в расцепленном состоянии до разведения автосцепок.
Чтобы удержать механизм автосцепки в выключенном состоянии, рычаг поворачивают так же, как и для расцепления, а затем перемещают его по направлению стержня, пока рукоятка своей плоской частью не ляжет на полочку 3 кронштейна в положение II.
В этом случае расцепной привод будет удерживать замок в утопленном положении; следовательно, при соударении этой автосцепки с другой сцепления не произойдет.
Длина цепи считается нормальной, если при таком положении автосцепки и рычага замок утоплен в карман корпуса и не выступает за плоскость ударной стенки зева.
Если установить рычаг в положение "на буфер" не удается, так как замок полностью утоплена карман и упирается в серповидный прилив с внутренней стороны стенки малого зуба, то цепь коротка и надо отпустить гайку стяжного болта.
Когда длины болта не хватает, наращивают цепь новыми промежуточными звеньями. При длинной цепи, когда рычаг установлен на полочку кронштейна, а замок полностью не ушел внутрь кармана корпуса и выступает за ударную стенку зева, цепь укорачивают подкручиванием гаек регулировочного болта, а если этого недостаточно, то уменьшают число звеньев цепи.
Разрубленное при регулировке место цепи должно быть заварено газовой сваркой; электросварку разрешается применять только для удлиненного соединительного звена.
Информация по теме:
Анализ аварийности на морском транспорте РФ за 2008-2013 гг
спасательный шлюпка плот штормовой Классификация аварий 2008 2009 2010 2011 2012 Морской транспорт Всего аварий 30 31 57 55 25 Серьезные аварии 1 3 3 1 2 Аварии 29 28 54 54 23 Травмированные 1 1 0 3 0 Погибшие 1 3 23 54 10 Речной транспорт Аварии 2 3 2 2 4 Травмированные 0 0 0 0 0 Погибшие 0 4 3 12 ...
Анализ
технологической оснащенности
При ознакомлении с технологическим процессом ТО системы управления самолётом АН-74 в АТБ ОАО «Авиакор-сервис» выяснилось, что в основном преобладает ручной труд, но его применение экономически целесообразно. Поэтому можно говорить о достаточно высокой производительности труда. При проведении период ...
Сидения с подголовниками, структурная целостность и
запасные выходы
Роль подголовника - предотвратить резкое движение головы во время аварии. Поэтому следует отрегулировать высоту подголовника и его позицию в правильное положение. Современные подголовники имеют две степени регулировки, позволяющие предотвратить травмы шейных позвонков при движении "взахлест&qu ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы