Устройство и конструкция автосцепки СА-3
Автосцепное устройство типа СА-3 (рис. 1) грузовых вагонов размещается в консольной части хребтовой балки рамы кузова и состоит из следующих основных частей: корпуса автосцепки с деталями механизма сцепления, ударно-центрирующего прибора, упряжного устройства с поглощающим аппаратом и опорных частей.
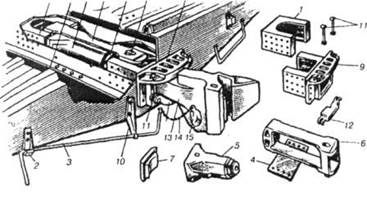
Рис. 4 Автосцепное устройство четырехосного вагона.
Корпус автосцепки 13 с механизмом сцепления предназначен для сцепления и расцепления вагонов, восприятия и передачи ударно-тяговых усилий упряжному устройству. Корпус автосцепки (рис. 2) представляет собой пустотелую фасонную отливку, состоящую из головной части и хвостовика.
Внутри головной части размещены детали механизма сцепления. Она имеет большой 1 и малый 4 зубья, которые соединяясь образуют зев. На вертикальной стенке зева, возле малого зуба имеется окно для замка 3, а рядом - окно для замкодержателя 2.
В верхней части отлит выступ 5, который воспринимает жесткие удары при полном сжатии поглощающего аппарата. Внутри корпуса со стороны малого зуба отлита полочка для верхнего плеча предохранителя, а со стороны большого зуба имеется шип для навешивания замкодержателя. В нижней части выполнено горизонтальное отверстие для постановки валика подъемника. В пустотелом хвостовике сделано продолговатое отверстие 6 для соединения корпуса автосцепки с тяговым хомутом. Торец хвостовика 7 служит для передачи ударных нагрузок и имеет цилиндрическую поверхность.
Большой зуб имеет три усиливающих ребра : верхнее, среднее и нижнее, плавно переходящие в хвостовик и соединенные между собой перемычкой. Голова автосцепки заканчивается сзади упором, предназначенным для передачи при неблагоприятном сочетании допусков на основные размеры жесткого удара на хребтовую балку через концевую балку рамы вагона и ударную розетку.
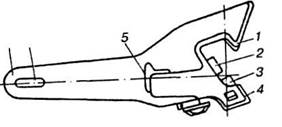
Рис. 5 Корпус автосцепки в сборе.
Корпус удерживается маятниковым подвешиванием, состоящим из: ударной розетки, двух подвесок, центрирующей балочки.
Центрирующий прибор воспринимает от корпуса автосцепки избыточную энергию удара после полного сжатия поглощающего аппарата и центрирует корпус автосцепки. Состоит из ударной розетки 9, двух маятниковых подвесок 11 и центрирующей бал очки 12. Ударная розетка отлита за одно целое с передними упорами и приклепано или приварено к концевой балке рамы. Розетка имеет окно для постановки корпуса автосцепки и отверстия для маятниковых подвесок. Маятниковые подвески 11 имеют вид стержня диаметром 25мм с двумя Т-образными головками (верхней более широкой и нижней). Верхняя головка подвески опирается на ударную розетку, а на нижнюю уложена центрирующая балочка омегообразной формы.
На расстоянии 625 мм от упорных плоскостей переднего упора к хребтовой балке приклепан или приварен задний упор 1, который также представляет собой П-образную отливку с ребрами жесткости.
У четырехосных вагонов с укороченными консольными частями (крытые вагоны и цистерны) задние упоры отливают заодно целое с надпятниковыми коробками. Для предупреждения истирания вертикальных стенок хребтовой балки поглощающим аппаратом на них между упорами приклепывают по две предохранительные планки.
Упряжное устройство передает упорам продольные силы от корпуса автосцепки и смягчает их действие. Оно размещено между передними и задними упорами автосцепного устройства и состоит из тягового хомута 6, поглощающего аппарата 5, клина 8, упорной плиты 7 и крепежных деталей клина и поддерживающей планки.
Нижней опорой тягового хомута и поглощающего аппарата является поддерживающая планка 4, прикрепляемая восемью болтами снизу к хребтовой балке. Тяговый хомут 6 представляет собой раму, внутри которой размещен поглощающий аппарат и упорная плита.
Информация по теме:
Расчет усилий сдвига
Исходные данные: длина защемленного рельса в пролете стенда L: 18,1 м; расстояние от оси ПРУ до ближайшей точки защемления рельса колесной парой передней тележки ар: 9,05 м; расстояние от оси ПРУ до ближайшей точки защемления рельса колесной парой задней тележки bp: 9,05 м; величины сдвига путевой ...
Основы законодательства и права
Прекращение трудового договора Трудовой договор может быть прекращен в следующих случаях: -по соглашению сторон; -по истечению срока договора, если на этом настаивает одна из сторон; -при призыве работника на военную службу; -при переводе работника с его согласия на другое предприятие; -при отказе ...
Расчет потребности в воде
Годовой расход питьевой воды и воды на хозяйственные нужды Определяем по формуле 4.10, м3 , (4.10) где ─коэффициент неравномерности потребления воды работниками, =3; - удельное потребление воды в сутки работниками, м3/чел, =0,025 м3/чел; ─ удельный расход воды в душевой за сутки, м3/чел ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы