Подготовка поверхностей перед окрашиванием
Перед окрашиванием способ очистки металлических поверхностей от продуктов коррозии, сварочных брызг, старого лакокрасочного покрытия, жировых и других загрязнений устанавливают в соответствии с ТУ 32-ЦТВР-736-83 "Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием".
Подготовка поверхности осуществляется механическими или химическими методами. Метод подготовки выбирается в зависимости от состояния металлоконструкций (толщины слоя продуктов коррозии, толщины основного металла), условий эксплуатации лакокрасочного покрытия и установленных сроков службы защитного покрытия поверхности вагона.
Наружные поверхности кузовов вагонов очищают полностью до металла, включая шпатлевку, грунтовку и эмаль.
Вскрытые для ремонта внутренние металлические поверхности, не подлежащие замене, очищают от отслаивающейся ржавчины, жировых загрязнений и старого защитного покрытия.
6.5 Очистка внутренних поверхностей вагонных металлоконструкций, вскрытых для ремонта, производится механическими методами, оставшиеся слоим неотслаивающейся ржавчины, толщиной не более 150 мкм подвергают химической обработке с помощью грунтовок-преобразователей (модификаторов) ржавчины.
Перед окрашиванием вагонные металлоконструкции должны быть обезжирены до степени 2 по ГОСТ 9.102-80.
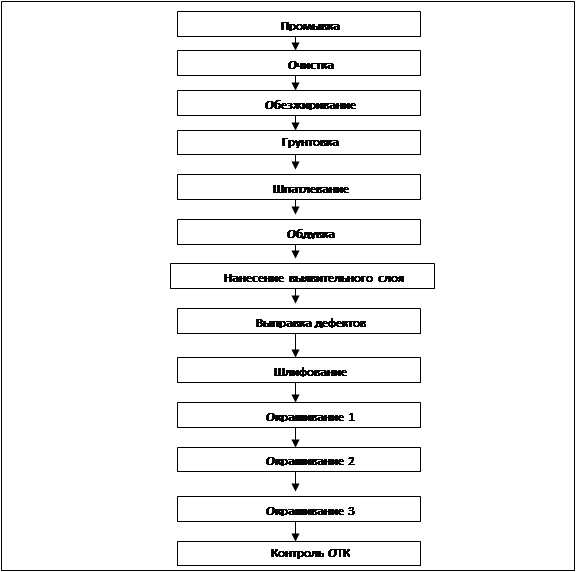
При окрашивании вагонов необходимо выполнять требования, указанные в табл.3.
Таблица 3
Технические требования к процессу окраски вагонов
|
№ |
Наименование операции |
Технология выполнения, контроль качества |
|
1 |
Подготовка поверхности |
Подготовку поверхностей осуществляют в соответствии с пунктом 6. Качество очистки от окислов вновь поставленного металла должно соответствовать 3 степени, а обезжиривание любых поверхностей 2 степени по ГОСТ 9.402-80. |
|
2 |
Грунтование. |
Грунтовку наносят ровным сплошным слоем, после просушки она должна иметь матовую поверхность, без потеков, пропусков и наплывов и не давать отлипания. Толщина слоя грунтовки должна быть 15-20 мкм. |
|
3 |
Шпатлевание. |
Шпатлевку наносят на просушенную поверхность в один слой толщиной не более 500 мкм. На отдельных участках кузова, поверхность которых не удовлетворяет требованиям по классу лакокрасочного покрытия согласно ГОСТ 9.032-74, наносят дополнительные слои шпатлевки, число которых определяется степенью неровности поверхностности. При этом общая толщина всех слоев шпатлевки должна быть не более 1800 мкм. Хорошо просушенный слой шпатлевки должен быть полуматовым и не иметь просадок, рисок и заусенцев. Высохший слой шпатлевки не должен иметь трещин, пузырей, отслаиваний. |
|
4 |
Шлифование. |
Зашпатлеванные поверхности обрабатывают абразивными материалами. После мокрой шлифовки слой шпатлевки должен быть ровным, гладким, без рисок, задиров, непрошлифованных мест. |
|
5 |
Нанесение защитных лакокрасочных покрытий. |
Нанесение защитных лакокрасочных покрытий на вскрытые внутренние поверхности производится после их подготовки, грунтовки. Каждый слой защитного лакокрасочного покрытия должен быть без пропусков и потеков. Очередной слой наносится после просыхания предыдущего слоя. |
|
6 |
Сушка. |
Лакокрасочные покрытия, нанесенные на поверхности вагонов, сборочных единиц подвергают естественной сушке до степени 3 по ГОСТ 19007-73. |
 |
Примечание: после каждой операции следует сушка.
9. На продольных стенах вагонов по всей длине наносят декоративную полосу по подоконному, широкому гофру в два слоя.
Информация по теме:
Выбор муфт, определение размеров ступеней валов
Определяем геометрические параметры ступеней валов [5, раздел 7.3,]. Таблица 9 Размеры ступеней быстроходного вала, мм Ступень вала Размеры Вал-шестерня цилиндрическая 1-я под шкив поликлиноременной передачи ==30,23, принимаем = 30. Принимаем t = 2,2; r =2,0. =36…45, принимаем = 45. 2-я под уплотне ...
Построение графика движения электропоездов
График движения электропоездов вычерчивается на масштабной сетке времени суток, на которой сплошными вертикальными линиями показаны часовые промежутки, тонкими вертикальными линиями - 10 минутные интервалы, пунктирными вертикальными линиями - получасовые промежутки. Горизонтальные линии на сетке об ...
Подшипники
Подшипники являются опорами валов и вращающихся осей. Они воспринимают нагрузки к валу или оси, и передают их на корпус машины. а) Подшипники скольжения 1)цилиндрические 2)плоские 3)конические 4)шаровые б)Подшипники качения:1) шариковые 2) роликовые Подшипники качения Достоинства: а) малая стоимост ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы