Материалы деталей и их технологические свойства
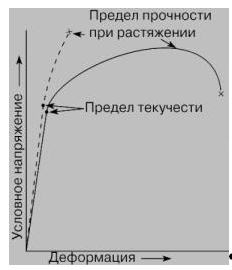
Рис. 1. Диаграммы растяжения для двух металлов с разной пластичностью: сравнительно хрупкого (штриховая линия) и более пластичного (сплошная линия).
Пределы текучести обоих металлов почти совпадают. Более хрупкий металл разрушается по достижении своего предела прочности при растяжении, а более пластичный – пройдя через свой предел прочности.
Типичные значения величин, характеризующих прочность на растяжение ряда металлов и сплавов, представлены в табл. 2. Нетрудно видеть, что эти значения для одного и того же материала могут сильно различаться в зависимости от обработки.
Таблица 2
|
Металлы и сплавы |
Состояние |
Предел текучести, МПа |
Предел прочности на растяжение, МПа |
Удлинение, % |
|
Малоуглеродистая сталь (0,2% С) |
Горячекатанная |
300 |
450 |
35 |
|
Среднеуглеродистая сталь (0,4% С, 0,5% Mn) |
Упрочненная и отпущенная |
450 |
700 |
21 |
|
Высокопрочная сталь (0,4% С, 1,0% Mn, 1,5% Si, 2,0% Cr, 0,5% Мo) |
Упрочненная и отпущенная |
1750 |
2300 |
11 |
|
Серый чугун |
После литья |
– |
175–300 |
0,4 |
|
Алюминий технически чистый |
Отожженный |
35 |
90 |
45 |
|
Алюминий технически чистый |
Деформационно-упрочненный |
150 |
170 |
15 |
|
Алюминиевый сплав (4,5% Cu, 1,5% Mg, 0,6% Mn) |
Упрочненный старением |
360 |
500 |
13 |
|
Латунь листовая (70% Cu, 30% Zn) |
Полностью отожженная |
80 |
300 |
66 |
|
Латунь листовая (70% Cu, 30% Zn) |
Деформационно-упрочненная |
500 |
530 |
8 |
|
Вольфрам, проволока |
Тянутая до диаметра 0,63 мм |
2200 |
2300 |
2,5 |
|
Свинец |
После литья |
0,006 |
12 |
30 |
Сжатие.
Упругие и пластические свойства при сжатии обычно весьма сходны с тем, что наблюдается при растяжении (рис. 2). Кривая соотношения между условным напряжением и условной деформацией при сжатии проходит выше соответствующей кривой для растяжения только потому, что при сжатии поперечное сечение образца не уменьшается, а увеличивается. Если же по осям графика откладывать истинное напряжение и истинную деформацию, то кривые практически совпадают, хотя при растяжении разрушение происходит раньше.
Информация по теме:
Составление ведомости оборота электровозов по станции СПСМ
В ведомости оборота производится увязка времени прибытия и отправления с поездами электровозов по пункту их оборота. При этом период между прибытием электровоза и его отправлением должен быть не меньше необходимой нормы времени ТНА для производства всех технических операций по обслуживанию электров ...
Описание конструкции и систем двигателя
Блок картер для повышения жесткости и уменьшения деформаций имеет ребра на боковых стенках, поперечных перегородках и на нижней плите блока цилиндров. Плоскость разъема картера опущена намного ниже оси коленчатого вала. Снизу картер закрывается легким поддоном, выштампованным из листовой стали. В п ...
Плавающие шасси Брянского автозавода
О существовании Брянского автомобильного завода в СССР знали немногие: его легальной продукцией являлись тяжелые промышленные гусеничные тракторы Т-140 и Т-180, затем – трубоукладчики Д-804, в целом не получившие особо широкого распространения в народном хозяйстве. Тем не менее с момента основания ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы