Принцип проверки исправности тахографического оборудования
Блок – схема проверки тахографов приведена на рисунке 2.
При проверке тахографа необходимо провести следующие работы:
Проверка прибора:
1. Выполнить входной контроль; проверить наличие пломб, проверить диаграммы предыдущих поездок;
2. Проверить погрешности прибора;
3. Проверить работу часов, в том числе работу стрелок;
4. Проверить соответствие записей индикации символов групп
5. Временных показателей;
6. Проверить работу счетчика пробега;
7. Снять контрольную диаграмму;
8. Провести обработку контрольной диаграммы по контрольному шаблону;
9. Проверить работу системы измерения и регистрации частоты вращения;
Проверка узлов привода:
а) определить согласующие значения числа импульсов на 1 км пробега;
б) проверить напряжение питания;
в) проверить работу узлов привода системы измерения и регистрации частоты вращения.
Проверка всей системы:
1. Проверить соответствие типа прибора и правильность его монтажа;
2. Провести пробную поездку;
3. Обработать полученные записи;
4. Внести данные в монтажную табличку, закрепить ее на приборе;
5. Установить пломбы во всех предусмотренных местах системы.
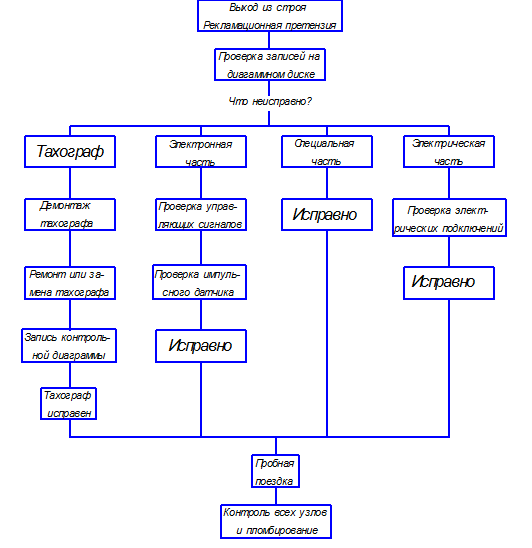
Рис. 2. – Блок-схема проверки тахографов
Диаграммный диск (рис. 3) (регистрационный листок) ЕС-Тахографов предназначен для персонального применения. Это означает, что если водитель в ходе рабочего дня сменит автомобиль, то он должен взять диаграммный диск с собой. О смене автомобиля необходимо сделать пометку от руки на оборотной стороне диаграммного диска. Диаграммный диск обеспечивает возможность регистрации данных, а именно: внесение данных на внутреннее поле от руки и автоматическую приборную регистрацию параметров со строгим соответствием текущему времени. «Грушевидное» отверстие на диске при правильно установленном времени обеспечивает возможность точной по времени фиксации диаграммного диска.
Рис. 3. – Диаграммный лист
Информация по теме:
Система обозначений и методы моторных испытаний
Классификация моторных масел согласно ГОСТ 17479.1-85 подразделяет их на классы по вязкости и группы по назначению и уровням эксплуатационных свойств. Ниже приведено описание отечественной классификации моторных масел с учетом Изменения №3 к ГОСТ 17479.1-85, которым увеличено число классов вязкости ...
Порядок проведения сертификации
Сертификация услуг проводится на основании заявки. Заявитель подает заявку на проведение сертификации в орган по сертификации по форме, приведенной в приложении 2. Сертификация услуг проводится по схемам сертификации, приведенным в приложении 3. Выбор схемы сертификации осуществляет орган по сертиф ...
Кинематический анализ кривошипно-шатунного механизма
Выражение для определения перемещения «S» поршня в зависимости от угла поворота кривошипа «a» запишется в виде (рис. 5) S = (R + L) – (R*Cosa + L*Cosb) = R (1 – Cosa) + L (1 – Cosb) = R (1 – Cosa) + L (1 – 1 - l2 * Sin2a ) Величина R (1 – Cosa) – определяет путь, который прошел бы поршень, если шат ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы