Требования безопасности при газопламенных работах
Газосварочные работы должны выполняться на расстоянии не менее 10 м от передвижных генераторов, 5 м – от баллонов и баков с жидким горючим, 1,5 м – от газопровода. В случае направления пламя в сторону источников питания принимают меры защиты от влияния теплоты пламя путем установления металлических ширм.
Перед работой необходимо проверить исправность аппаратуры, оборудования, баллонов, рукавов, герметичность соединения, исправность пломб на редукторах и затворах.
При перегреве горелки работу останавливают, а горелку охлаждают водой.
После окончания работы перекрывают все вентиля на баллонах, выкручивают вентиль редуктора, открывают вентиль на горелке (резаке), приводят в порядок рабочее место, убирают оборудование в специально отведенное место.
Запрещается:
- эксплуатация оборудования собственного изготовления;
- выполнение работы при нарушении герметичности соединений и рукавов;
- работа без спецодежды и способов индивидуальной защиты, в замасленной одежде;
- использование кислорода для очищения одежды;
- выполнение работы без противопожарных средств;
- курение при работе с передвижным ацетиленовым генератором, карбидом кальция, жидким горючим;
- ремонт горелки и другого оборудования на рабочем месте.
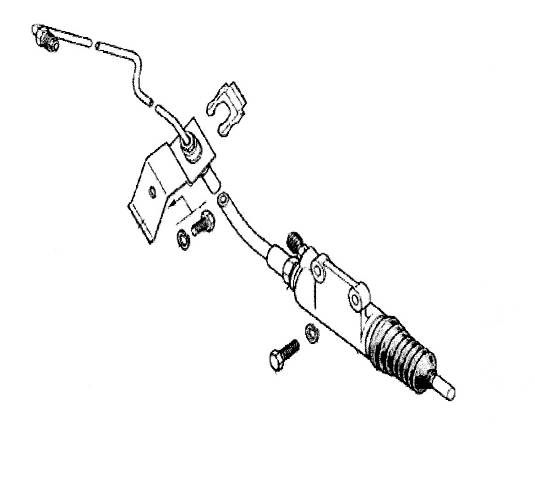
Кронштейн крепление гибкого шланга привода сцепления
Информация по теме:
Прогноз вероятности банкротства ООО "Русбизнесавто"
Одним из показателей вероятности скорого банкротства организации является Z-счет Альтмана, который рассчитывается по следующей формуле: Z-счет = 1,2К1 + 1,4К2 + 3,3К3 + 0,6К4 + К5,Где: Предполагаемая вероятность банкротства в зависимости от значения Z-счета Альтмана составляет: 1,8 и менее - очень ...
Эффективность использования трудовых ресурсов и мотивация
Предлагая на рынке транспортные услуги, железнодорожная корпорация может обеспечивать экономическую прибыль лишь за счет непрерывного совершенствования их качества – ускорения, бесперебойности и безопасности транспортного процесса, сокращения сроков доставки и гарантии сохранности грузов, безотказн ...
Техника безопасности при ремонте тормозной системы
· Операции по техническому обслуживанию автомобилей нужно выполнять в специально отведенных, оборудованных, огражденных, и обозначенных местах (постах.) · Рабочие места и посты, в помещениях для ремонта автомобилей должны обеспечиваться безопасными условиями труда для работающих и быть соответствую ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы