Манометры
Манометры предназначены для измерения давления газа. Состоит из трубчатой пружины, согнутой в дугу. Внутренняя пустота трубки соединена с ниппелем, который вкрученный в корпус редуктора, и камерой, в которой находится газ. Другой конец имеет наконечник, механически соединенный с стрелкой.
При изменении давления изменяется величина деформации пружины, а вместе с ней и отклонения стрелки.
Показания манометров должны строго соответствовать давлению газа. Неисправный манометр заменяют. Редуктор с неисправным манометром к эксплуатации не допускается.
Не разрешается пользоваться манометром, когда:
- отсутствует пломба и клеймо;
- стрелка не возвращается к нулевой отметке;
- стекло разбитое или есть другие повреждения;
- прошел час очередной проверки.
Проверяют манометры не реже один раз в год.
Манометры подсоединяют к камерам высокого и рабочего давления гаечным ключом. Для плотности применяют прокладки из свинца, фибры, кожи.
Рукава (шланги)
Для подвода газа к горелке или резаку используют специальные рукава, изготовленные с вулканизированной резины с одной или двумя тканевыми прокладками.
Шланги рассчитаны для работы при температуре окружающей среды от +50 до -35̊ С. Для работы при более низких температурах используют шланги из морозостойкой резины, которая выдерживает температуру до -65̊ С.
Рукава изготовляют с внутренним диаметром 6 мм, 9, 12 и 16 мм.
Длина рукавов должна быть не больше 20 м и не меньше 4,5 м. Длина стыковых участков должна составлять не менее 3 м, при монтажных работах допускается длина до 40 м.
Рукава на ниппелях горелок и между собой крепят специальными хомутами или мягкой опаленной проволокой.
Рукава для газовой сварки и резки
|
Показатели |
Тип рукава | ||
|
І |
ІІ |
ІІІ | |
|
Вещество |
Ацетилен, пропан, бутан, городской газ |
Жидкое горючее |
Кислород |
|
Рабочее давление, МПа |
0,63 |
0,63 |
2 |
|
Цвет внешнего шара |
Красный |
Желтый |
Синий |
Приспособление для рукавов (шлангов)
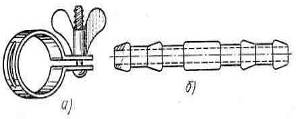
а) хомутик,
б) сдвоенный соединительный шланговый ниппель
Информация по теме:
Расчёт крепления груза цилиндрической формы
1) Параметры груза: - длина м; - диаметр м. 2) Размещение центра: - масс по высоте м; - от торца груза м. 3) Масса груза т; Сила тяжести груза кН. 4) Для перевозки груза используется четырёхосная платформа первого типа с характеристиками: - грузоподъёмность 70 т; - тележка типа ЦНИИ-Х3-0; - база 9, ...
Прейскурант 10-01
Проект прейскуранта, по словам его критиков, не учитывает интересов ни перевозчиков, ни операторов и грузовладельцев. По логике чиновников МПС, выгоднее возить песок из Москвы во Владивосток, чем алюминиевые слитки из Москвы в Санкт-Петербург. А значит, об экономическом росте в стране, о котором вс ...
Конструктивные
размеры деталей
Косозубое колесо Штамповочный уклон: . Радиус закрепления:R = 6 мм. Длина ступицы: Диаметр ступицы: Ширина торцов зубчатого венца: . Фаски размеров: Принимаем значение Массивность: Прямозубое колесо Штамповочный уклон: . Радиус закрепления:R = 6 мм. Длина ступицы: Диаметр ступицы: Ширина торцов зуб ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы