Обновление асфальтобетонных покрытий
Дозировка битума, эмульсии и воды осуществляется насосами, управляемыми микропроцессорами, а цементного теста - насосом суспензатора. Перемешивание АГ с добавками происходит под кожухом фрезерного барабана. Регулируемый по высоте зачистной отвал, расположенный за фрезерным барабаном, улучшает качество перемешивания.
Ширина фрезеруемой полосы - 2,44 м, а глубина фрезерования достигает 50 см. Средняя рабочая скорость при фрезеровании (первый проход) - 7-15 м/мин, а при смешении (второй проход) - 10-20 м/мин.
В зависимости от типа АГБ-смеси стабилизер работает в комплекте со вспомогательными машинами (рис.6.5, б-д).
В отличие от фрезы-регенератора, данная машина не имеет специального оборудования для распределения, выглаживания и предварительного уплотнения смеси. Смесь разравнивает автогрейдер. Отсюда ровность слоя и соответствие заданному поперечному профилю будет ниже, чем по предыдущим схемам.
Стабилизер в качестве ведущей машины используют для ХР обычно на второстепенных дорогах.
Все вышеперечисленные технологические схемы объединяет то, что АГБ-смесь готовят непосредственно на дороге в процессе перемещения строительного потока. Однако возможна схема, при которой АГ, полученный в процессе фрезерования, складируют вблизи дороги. Там же, на полустационарной смесительной установке, готовят смесь, которую транспортируют к месту укладки.
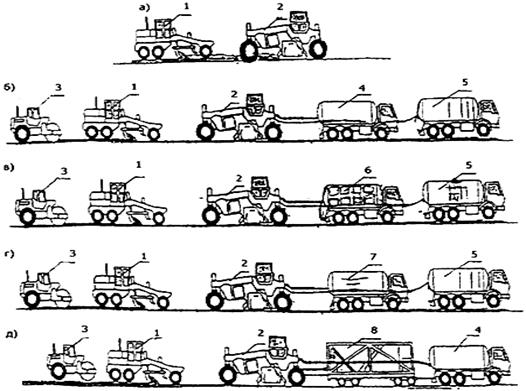
Рисунок 6.5. Технологические схемы ХР с использованием в качестве ведущей машины стабилизера:
а - предварительное фрезерование покрытия; б, в, г, д - изготовление смесей типов: Э, М, В, К соответственно;
1 - автогрейдер; 2 - стабилизер; 3 - каток; 4 - эмульсиовоз; 5 - водовоз; 6 - цементовоз-распределитель;
7 - битумовоз; 8 - суспензатор
6.6 Фрезерование.
Для фрезерования покрытия различные зарубежные фирмы предлагают большое число фрез, отличающихся по ширине фрезерного барабана, мощности двигателя, глубине фрезерования и другим параметрам. Многие из них оснащены устройствами для сбора АГ и погрузки его в автомобили-самосвалы.
Чаще всего используют фрезы с шириной обрабатываемой полосы - 2,0-2,5 м.
Для выравнивающего фрезерования, включающего и выравнивание покрытия в продольном направлении, фреза должна быть оснащена автоматикой, позволяющей работать по струне или с нивелировочной балкой (на колесиках) длиной 5-7 м (ее поставляют фирмы по отдельному заказу).
При выравнивании по струне ее натягивают на металлические штыри, установленные на некотором расстоянии (в зависимости от конструкции следящего устройства) от осевой линии (реже - кромки покрытия) с шагом 10-20 м.
Первый проход фрезы выполняют по струне, установив (с осевой стороны) требуемые глубину фрезерования и уклон фрезерного барабана, а последующие - используя копир, скользящий по выровненной поверхности нижележащего слоя.
Перед выравнивающим фрезерованием целесообразно произвести выравнивающую подсыпку покрытия в местах, где это предусмотрено проектом, используя АГ или асфальтобетонную смесь. Выравнивающую смесь прикатывают.
. Направление вращения фрезерного барабана зависит от глубины фрезерования ![]() или
или ![]() и толщины пакета асфальтобетонных слоев
и толщины пакета асфальтобетонных слоев ![]() (рис.6.6):
(рис.6.6):
- при выравнивающем фрезеровании, когда ![]() , и регенерационном фрезеровании, когда не захватывается слой несвязного основания (
, и регенерационном фрезеровании, когда не захватывается слой несвязного основания (![]() ), вращение фрезерного барабана осуществляется "сверху-вниз" по отношению к направлению движения потока;
), вращение фрезерного барабана осуществляется "сверху-вниз" по отношению к направлению движения потока;
- в случаях, когда ![]() или
или ![]() , т.е. граница фрезерования проходит между асфальтобетонным и несвязным слоями или ниже с захватом материала последнего, вращение фрезерного барабана осуществляется "снизу-вверх".
, т.е. граница фрезерования проходит между асфальтобетонным и несвязным слоями или ниже с захватом материала последнего, вращение фрезерного барабана осуществляется "снизу-вверх".
Информация по теме:
Тяговый расчет
Целью проверочного тягового расчета является определение тягово-сцепных, скоростных и экономических качеств сортиментовоза при прямолинейном поступательном движении. При проведении расчета определяем предельный угол подъема сортиментовоза, мощность двигателя, диапазоны скоростей трактора и соответс ...
Диагностика
Причина неисправности Метод устранения Увеличенный рабочий ход педали тормоза 1. Утечка тормозной жидкости из колесных цилиндров 2. Воздух в тормозной системе 3. Повреждены резиновые уплотнительные кольца в главном тормозном цилиндре 4. Повреждены резиновые шланги гидропривода тормозов 5. Повышенно ...
Выбор методов и режимов хонингования отверстий
Хонингование снижает отклонение формы и повышает размерную точность, уменьшает параметр шероховатости, сохраняет микротвердость и структуру поверхности (поверхностного слоя), увеличивает несущую поверхность и остаточную сжимающие напряжения. Наибольшая эффективность достигается алмазным хонинговани ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы