Обновление асфальтобетонных покрытий
Если показатель R50 не отвечает требованиям табл.6.7, что иногда имеет место для смесей типов Б, В и Э, следует перейти на смеси типов К или М, для которых всегда может быть обеспечено требуемое значение этого показателя путем увеличения содержания цемента.
Технологические схемы производства работ.
Выбор технологической схемы производства работ зависит от цели ремонта, категории автомобильной дороги, конструкции дорожной одежды, ее состояния.
Технологическую схему разрабатывает подрядчик на основе проекта, имеющегося у него в наличии оборудования и выбранного типа АГБ-смеси.
На рисунке 6.2 приведены схемы работ, в которых операция фрезерования отделена от остальных операций.
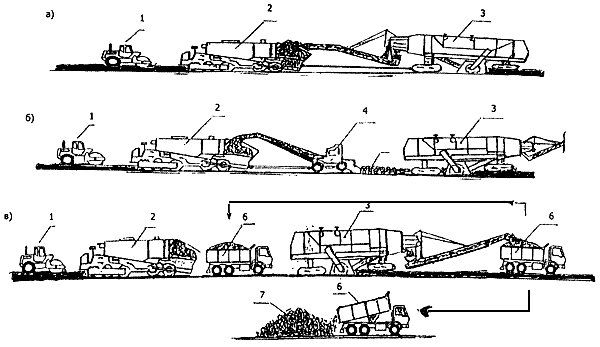
Рисунок 6.2 Технологические схемы холодной регенерации с использованием в качестве ведущей машины смесителя-укладчика:
1 – каток; 2 – смеситель-укладчик; 3 – фреза; 4 – подборщик; 5 – валик АГ; 6 – автомобиль-самосвал; 7 – склад АГ.
После выравнивания покрытия с помощью дорожной фрезерной машины (далее фрезы) осуществляют регенерационное фрезерование пакета асфальтобетонных слоев на проектную глубину. Образующийся АГ, по транспортеру, имеющемуся на фрезе, поступает в приемный бункер смесителя-укладчика. Оттуда он попадает в двухвальную мешалку горизонтального типа, где перемешивается с органическим вяжущим. Готовую смесь укладывают и уплотняют.
Согласно схеме (рис.6.2, а), фреза работает в сцепе со смесителем-укладчиком, который является ведущей машиной. Производительность смесителя-укладчика – 80-150 т/ч, что соответствует рабочей скорости 2-3 м/мин. Толщина укладываемого слоя – до 12 см. Так как рабочая скорость фрезы составляет 7-10 м/мин, очевидно, что ее производительность искусственно будет занижена минимум в три раза.
Смеситель-укладчик имеет два скользящих уширителя, что позволяет варьировать ширину укладки от 2,4 до 4,2 м. Отсюда следует, что минимальная ширина фрезерования должна составлять 2,4 м.
Недостатком этой схемы является то, что при неисправности или техническом обслуживании одной из машин останавливается весь поток.
По схеме (рис.6.2, б) фреза оставляет АГ на проезжей части в виде призмы. Ее подбирает прицепной или самоходный подборщик, работающий в сцепе со смесителем-укладчиком, и направляет в приемный бункер последнего. Здесь производительность фрезы не зависит от производительности ведущей машины.
Регенерационное фрезерование может быть совмещено с выравнивающим (рис.6.2, в). В этом случае фреза работает в одном звене с автомобилями-самосвалами, которые доставляют основной объем АГ к смесителю-укладчику, а избыток АГ - на другой объект или склад.
Возможен также вариант, при котором работу фрезы не увязывают с работой смесителя-укладчика. АГ складируют на притрассовых складах, откуда отгружают погрузчиком в автомобили-самосвалы и направляют к смесителю-укладчику.
Наиболее дешевым и технологичным является второй вариант.
Смеситель-укладчик приспособлен в первую очередь для работы со смесями типа Э. Он имеет емкость для хранения 10 т эмульсии и дозирующее устройство.
При необходимости увеличения содержания щебня в АГБ-смеси или корректировки ее гранулометрического состава новый материал распределяют ровным слоем требуемой толщины по покрытию перед регенерационным фрезерованием или после него.
На рис.6.3 приведена технологическая схема с использованием в качестве смесителя-укладчика ремиксера, освобожденного от газового оборудования для разогрева покрытия. Здесь операция регенерационного фрезерования также отделена от остальных операций.
После проходов фрезы автогрейдер профилирует призмы АГ ровным слоем по всей ширине регенерируемой полосы.
Смеситель-укладчик (далее - регенератор) позволяет готовить смеси типов Э, М и К. В комплекте с ним работает специальная машина, оборудованная силосными банками для хранения эмульсии, цемента и воды (рис.6.3, а). Материал для корректировки гранулометрического состава АГБ-смеси можно выгружать непосредственно в приемный бункер регенератора.
Информация по теме:
Краткая характеристика карбюратора. Особенности устройства
На двигателях 2110 устанавливается карбюратор 21083 1107010 31 (рис. 2-83) эмульсионного типа, двухкамерный, с последовательным открытием дроссельных заслонок. Рис. 2-83. Внешний вид карбюратора 21083 1107010 31: 1 - ведущий рычаг привода второй камеры; 2 - регулировочный винт количества смеси холо ...
Назначение и состав пассажирского ремонтного вагонного депо Ростов
Вагонное депо Ростов СКЖД предназначено для производства деповского и текущего ремонта пассажирских вагонов и специализировано на ремонте цельнометаллических пассажирских вагонов всех типов, кроме вагонов-ресторанов. Изготовление и ремонт вагонных деталей для нужд депо и пунктов технического обслуж ...
Типы перевозок
Маршрут перевозки может быть представлен одним или несколькими из следующих типов перевозки: а) Перевозка в одну сторону (OW) – это воздушная перевозка, включающая один тарифный компонент. Пример 1. Опубликован тариф OW (ИИТ=3) Москва–Воркута. Маршрут перевозки Москва–Воркута. ВКТ Тарифный компонен ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы