Технические условия на разработку информационных баз стандартных прессованных профилей
Информационная база стандартных прессованных профилей, применяемая при разработке авиационных конструкций в УФКБ ОАО «Туполев» должна отвечать следующим условиям:
1. Информационная база представляет собой комплект файлов – твердотельных моделей каждого вида прессованных профилей и поставленных им в соответствие таблиц данных о типоразмерах.
1. Информационная база должна содержать стандартные прессованные профили включающий номер профиля.
2. Номенклатура типоразмеров каждого наименования должна соответствовать перечню-ограничителю, принятому на базовом предприятии.
4. В твердотельных моделях допускается не выполнять конструктивные элементы второстепенного характера, такие как: фаски, галтели и т.п.
5. Наименования файлам твердотельных моделей следует присваивать по обозначению соответствующих стандартов. Наименования исполнений внутри стандарта следует присваивать согласно принятым в стандарте обозначениям.
6. Твердотельные модели должны быть представлены в формате SolidWorks версии не позже 2001. Файлы таблиц данных о типоразмерах должны быть представлены в формате MS Exсel версии не позже 2000.
2. В проектной части настоящего проекта описывается разборка баз стандартных прессованных профилей.
Разработка ведется в пакете SolidWORKS 2003. Эскизы разрабатываемых элементов представлены на рис. 2.1.
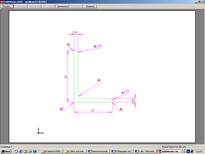
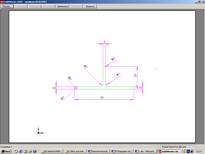
Рис. 2.1. Эскизы стандартных прессованных профилей
Разрабатываемая база баз стандартных прессованных профилей представляет собой совокупность файлов твердотельных моделей в формате SolidWORKS (*.sldprt) с вложенными таблицами параметров в формате Microsoft Excel (*.xls). Каждый файл модели содержит информацию о нескольких исполнениях того или иного профиля по требованию конструктора перестраивает модель в соответствии с размерами, согласно параметрам данного исполнения в таблице.
Факторы влияющие на процесс создания базы данных ЭМ
Процесс создания ЭМ деталей и оснастки должен быть минимизирован по времени.
Время создания ЭМ зависит:
1. от наличия СВТ (и его количества и качества);
2. от наличия лицензионного (поддерживаемого фирмой-поставщиком) ПО;
3. от количества и профессионализма пользователей ПО;
4. от способности организовать и поддерживать ПО и ЛВС внутри подразделений и в пределах всей сети;
5. от объекта моделирования (при запуске нового изделия или агрегата “с нуля” можно не думать об уже оснащенном по традиционной технологии производстве);
от организации всего процесса внедрения (в самом широком понимании).
Информация по теме:
Конструкторско-технологические вопросы
Изделие должно противостоять разрушающему действию многократных ударных нагрузок и выполнять заданные функции, установленные в настоящих ТУ после воздействия механических ударов длительностью 20 мс. Изделие должно выполнять свои функции, сохранять внешний вид и значение параметров в условиях после ...
Основные направления сокращения затрат при внедрении баз данных для электронного
моделирования
1. Уменьшение количества технологической документации на бумажных носителях 2. Уменьшение количества времени на поиск нужного элемента конструкции 3. Уменьшение потребности в дополнительной рабочей силе при сохранении или наращивании объёмов производства 4. Сокращение неувязок и вопросов в производ ...
Сохранность груза
В процессе перевозки грузов может возникнуть утрата, порча, недостача, хищение или порча груза принятого к перевозке дорогой, происшедшие до выдачи его грузополучателю. Основной признак несохранности – количественная недостача против данных, указанных в накладной, или поломки, повреждения и другие ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы