Концепция «тощего производства»
Звёздочка — инспекции (контроль на каждом этапе производственного цикла);
Стрелочка — транспортировка (материальных ресурсов, запасов незавершенного производства и готовой продукции);
Треугольник — складирование (материальных ресурсов, запасов незавершенного производства и готовой продукции);
Круг — задержки (в производственном цикле).
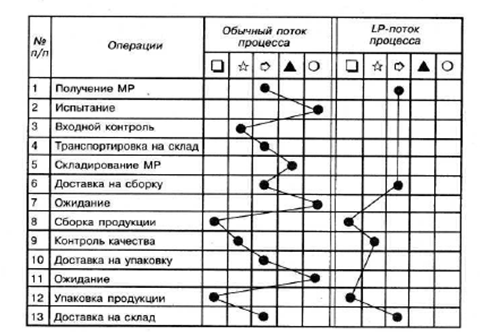
Рисунок 2. Трансформация производственного процесса в системе «тощего производства».
Логистическое управление этими компонентами должно быть направлено на реализацию целей систем «тощего производства». В этом плане необходимыми элементами являются трансформация и транспортировка; инспекции качества нужно проводить как можно реже ( в соответствии с концепцией всеобщего управления качеством), а элементы «складирование» и «задержки» — вообще исключить. Иными словами, необходимо убрать бесполезные операции, что является девизом концепции «тощего производства». Рассмотрим на условном примере, как можно трансформировать производственный процесс из обычного (часто встречающегося на практике) в процесс, соответствующий LP-потоку (рис.2). В левой части схемы представлен типовой производственный цикл изготовления продукции с так называемым «широким» потоковым процессом. На схеме обозначены соответствующие этому циклу операции. Как видно из сравнения схем, устранение «бесполезных» операций, таких, как складирование и ожидания в производственном цикле, приводит к существенному сокращению непроизводительных логистических издержек и длительности производственного периода. Еще одним элементом систем «тощего производства» является принцип «тянущих» систем, частично рассмотренный нами выше. Применительно к данной концепции этот принцип означает: отсутствие складов, только минимальные запасы на полках, все запасы — на рабочих местах, т. е. следует использовать только те компоненты, которые необходимы для удовлетворения заказа потребителя. В подобных системах уменьшение запасов на сборке, вызванное рыночным спросом, продуцирует автоматическую диспетчеризацию заказов для производственных участков. Это, в свою очередь, активизирует цепь заказов обратной связи от внутренних поставщиков, и в конечном итоге заказ доходит до внешнего поставщикаРассмотренные примеры основных микрологистических концепций и систем, конечно, не исчерпывают всего их многообразия. В западной экономической литературе исследованию подобных систем посвящено большое число работ по логистическому и операционному менеджменту.
Логистика - научно-практическое направление в транспортной экономике, будучи универсальной, она показала свою эффективность во многих отраслях экономики как в сфере производства, так и в сфере обращения.
В данной работе была рассмотрена логистическая концепция «тощего производства», проанализированы теоретические проблемы качества и надежности в логистической системе производства и товародвижения, представлены принципы логистики, успешно применяемые в управлении качеством.
Логистическая концепция «тощего производства», будучи адаптивной к широкому спектру условий, проявляет свое действие во многих практических результатах.
Информация по теме:
Технико-эксплуатационные показатели бульдозера ДЗ-42Г
Основными технико-эксплуатационными показателями бульдозера являются часовая производительность машины и тяговые расчеты которые мы и произведем в рамках данного курсового проекта. Для разработки несвязной горной породы типа легкого суглинка, перемещения ее на расстояние l2=60 м и послойной укладки ...
Массы демонтируемых механизмов
№ Наименование Вес Р, т Xg, м Zg, м Pxg, тм Pzg, тм 1 Стрела №1 1,78 44,6 23 79,4 40,9 2 Стрела №2 1,78 44,6 23 79,4 40,9 3 Стрела №3 1,78 44,6 23 79,4 40,9 4 Стрела №4 1,78 44,6 23 79,4 40,9 5 Стрела №5 2,01 25 23 50,3 46,2 6 Стрела №6 2,01 25 23 50,3 46,2 7 Стрела №7 1,78 -2,5 23 -4,5 40,9 8 Стре ...
Имитационная модель формирования угловой скорости тормозного колеса
Рисунок 8. Имитационная модель формирования угловой скорости тормозного колеса На данном рисунке приняты следующие обозначения: 1-Вход, на который подается момент сцепления; 2-Вход, на который подается тормозной момент; 3-Деление разности моментов на момент инерции колеса; 4-Выход, с которого снима ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы