Кинематический расчет механизма
Кинематическая схема лебедки должна быть компактна, удобна для монтажа и обслуживания при эксплуатации, надежна и экономична.
Принятая кинематическая схема приведена на рисунке 5. Достоинством данной схемы является возможность компоновки из серийно выпускаемых узлов, компактность. Недостатком является трудность монтажа, сложная и дорогая зубчатая муфта.
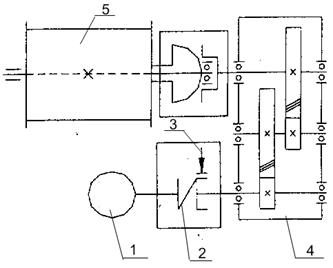
1 – гидромотор; 2 – муфта с тормозным шкивом; 3 – тормоз; 4 – редуктор; 5 - барабан
Рисунок 5 – Кинематическая схема лебедки
Частота вращения барабана nб, мин-1:
![]() ; (15)
; (15)
![]() с-1.
с-1.
Общее передаточное отношение u:
u = nдв /nб , (16)
u = 15,91/0,232 = 52
Принимается редуктор цилиндрический, горизонтальный, двухступенчатый, крановый типоразмера Ц2-500 с передаточным числом up = 50 и вращающим моментом на тихоходном валу Т=21,2 кН×м [1].
Информация по теме:
Основные требования к автомобильным путям необщего пользования, примыкающим
к автомобильным путям общего пользования
1. Автомобильные пути необщего пользования и расположенные на них сооружения и устройства должны обеспечивать маневровую и сортировочную работу в соответствии с объемом перевозок, ритмичную погрузку и выгрузку грузов, а также рациональное использование автомобильного подвижного состава и его сохран ...
План и профиль пути
Трассой называется линия, определяющая положение оси железнодорожного пути в пространстве. Проекция трассы на горизонтальную плоскость называется планом пути, проекция развернутой трассы на вертикальную плоскость – продольным профилем железнодорожного пути. Направление трассы определяется положение ...
Концепция «тощего производства»
Концепция «тощего производства» получила свое наименование, потому что требует гораздо меньше ресурсов, чем массовое производство (меньше запасов, времени на производство единицы продукции), вызывает меньшие потери от брака и т. д. Таким образом, эта концепция соединяет в себе преимущества массовог ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы