Прочностной расчет поперечных балок рамы стенда
Исходные данные: материал: сталь 09Г2; тип сечения: квадратная труба 150 х 8; усилие вывешивания решетки Рвыв: 150 кН; усилие сдвига Qсдв: 170 кН.
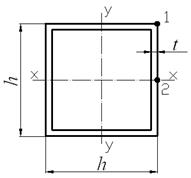 |
h – высота сечения, м; t – толщина стенки, м; 1, 2 – рассматриваемые в расчете точки.
Рисунок 27 – Сечение поперечной балки
Проверка прочности сечения стержня Rod177
Таблица 13 – Исходные данные для стержня Rod177
|
Продольное усилие N, Н |
Поперечное усилие Qу, Н |
Поперечное усилие Qx, Н |
Момент кручения Т, Н м |
Изгибающий момент Му, Н м |
Изгибающий момент Мх, Н м |
|
826,28 |
-112090,98 |
-103401,97 |
2496,069 |
19179,242 |
24469,752 |
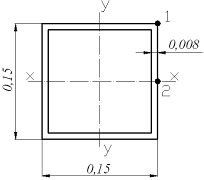
Рисунок 28 – Геометрические характеристики сечения
Площадь сечения А, м2:
![]() , (33)
, (33)
где h – высота сечения, h=0,15 м; t – толщина стенки, t=0,008 м.
![]() м2.
м2.
Моменты инерции относительно главных центральных осей Iх и Iу м4:
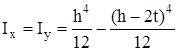 , (34)
, (34)
 м4.
м4.
Расчет эквивалентных напряжения для точки 1
Суммарные нормальные напряжения по формуле (25) при y=0,075 м, x = 0,075 м:
 МПа.
МПа.
Касательные напряжения ![]() , МПа:
, МПа:
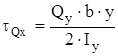 , (35)
, (35)
где b – расстояние между стенками, b=0,142 м; y – расстояние от горизонтальной оси х-х до рассматриваемой точки, y=0,075 м.
 МПа.
МПа.
Касательные напряжения ![]() рассчитаны по формуле (30) при bx=2t=0,016 м:
рассчитаны по формуле (30) при bx=2t=0,016 м:
![]() .
.
Касательные напряжения ![]() , МПа:
, МПа:
 , (36)
, (36)
 МПа.
МПа.
Суммарные касательные напряжения по формуле (29):
![]() МПа.
МПа.
Эквивалентные напряжения по формуле (23):
![]() МПа.
МПа.
Информация по теме:
Определение штата участка контрольного пункта автосцепки
Численность явочных производственных рабочих участка рассчитывается по норме трудозатрат на ремонт одного узла вагона , (2.1) где – годовая программа ремонта узла, ед., ед.; – трудоемкость ремонта одного узла по каждой профессии участка. , (2.2) где – общая трудоемкость ремонта одного физического в ...
Анализ грузооборота
Этот показатель характеризует объем эксплуатационной работы дороги и рассматривается как сложная функциональная зависимость от ряда технико-экономических факторов. Σpin – ΣnSгр* Ргр ; U = Uпр.гр. + Uп ; Рcm = 100/ Σγi * Pcm ; ΣnSгр = U * Lгр ; Un = ΣPn*Pcm ; Целью анал ...
Анализ ДТП в микрорайоне Защита
Проводя анализ ДТП в микрорайоне Защита за 2003 - 2007 года, мы получили данные о распределении количества ДТП по годам. Результаты анализа ДТП показывают, что наибольшее число ДТП произошло в 2007. Это объясняется неудовлетворительным состоянием дорожных условий на основных улицах, увеличением кол ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы